凡 尔 机 械 质 量 文 件 Q C 20120302 第 1 页 凡尔集团质量管理部培训教材 游标卡尺使用方法及注意事项 量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,造成不必要的损失
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量
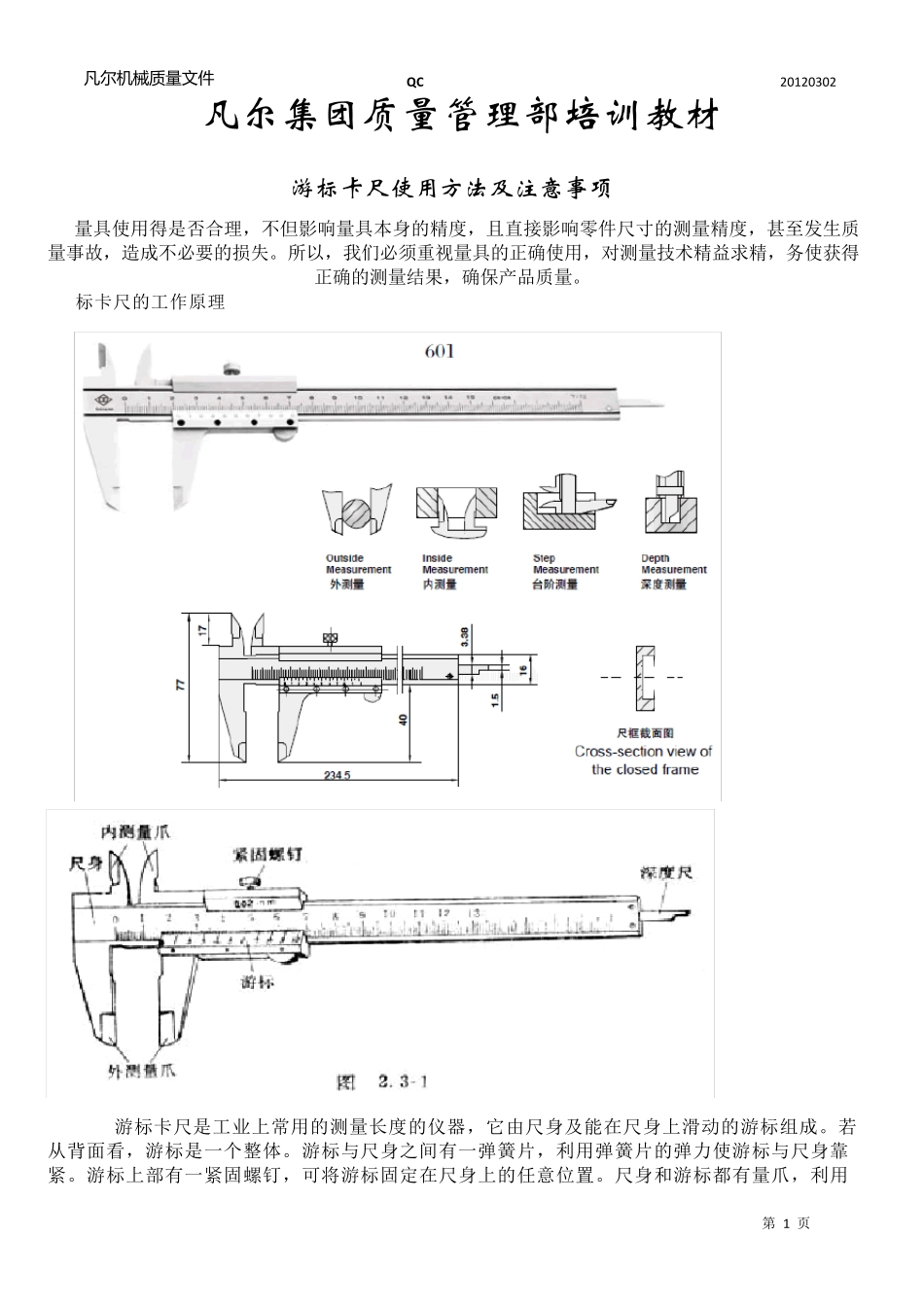
标卡尺的工作原理 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成
若从背面看,游标是一个整体
游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身靠紧
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置
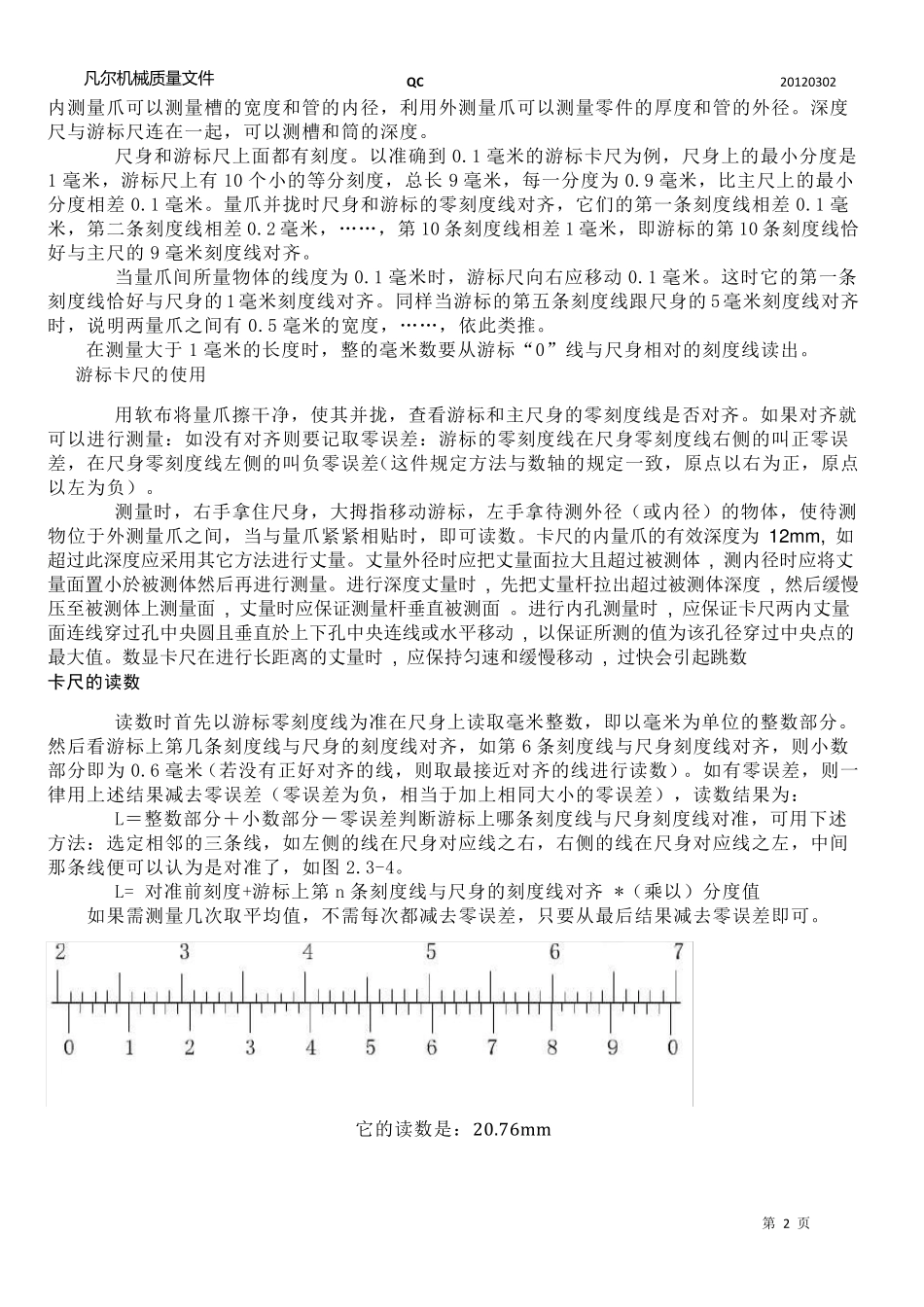
尺身和游标都有量爪,利用凡 尔 机 械 质 量 文 件 Q C 20120302 第 2 页 内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径
深度尺与游标尺连在一起,可以测槽和筒的深度
尺身和游标尺上面都有刻度
1 毫米的游标卡尺为例,尺身上的最小分度是1 毫米,游标尺上有10 个小的等分刻度,总长9 毫米,每一分度为0
9 毫米,比主尺上的最小分度相差0
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0
1 毫米,第二条刻度线相差0
2 毫米,……,第10 条刻度线相差1 毫米,即游标的第10 条刻度线恰好与主尺的9 毫米刻度线对齐
当量爪间所量物体的线度为0
1 毫米时,游标尺向右应移动0
这时它的第一条刻度线恰好与尺身的1 毫米刻度线对齐
同样当游标的第五条刻度线跟尺身的5 毫米刻度线对齐时,说明两量爪之间有0
5 毫米的宽度,……,依此类推
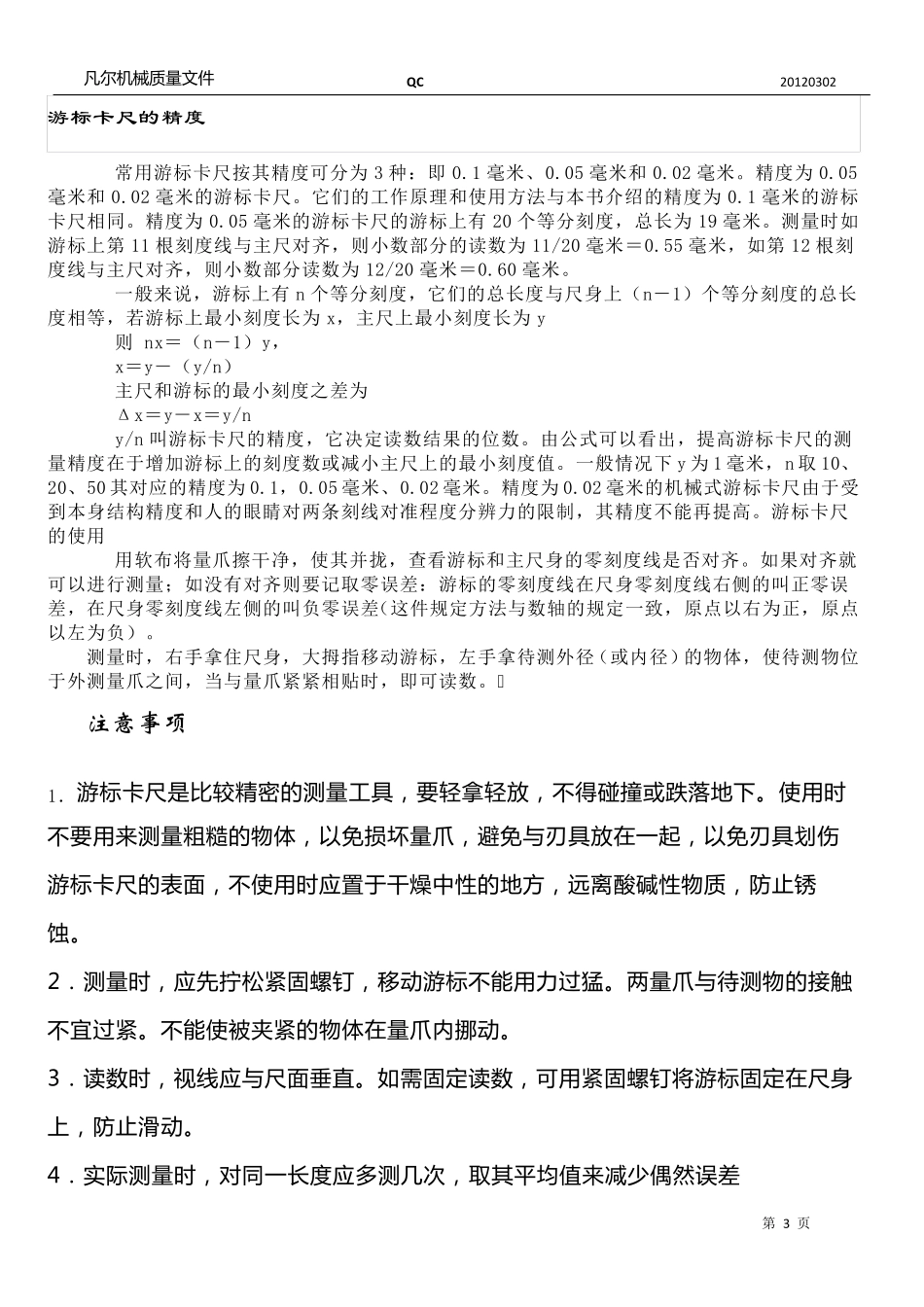
在测量大于1 毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出
游标卡尺的使用 用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐
如果对齐就可以进行测量:如没有对齐