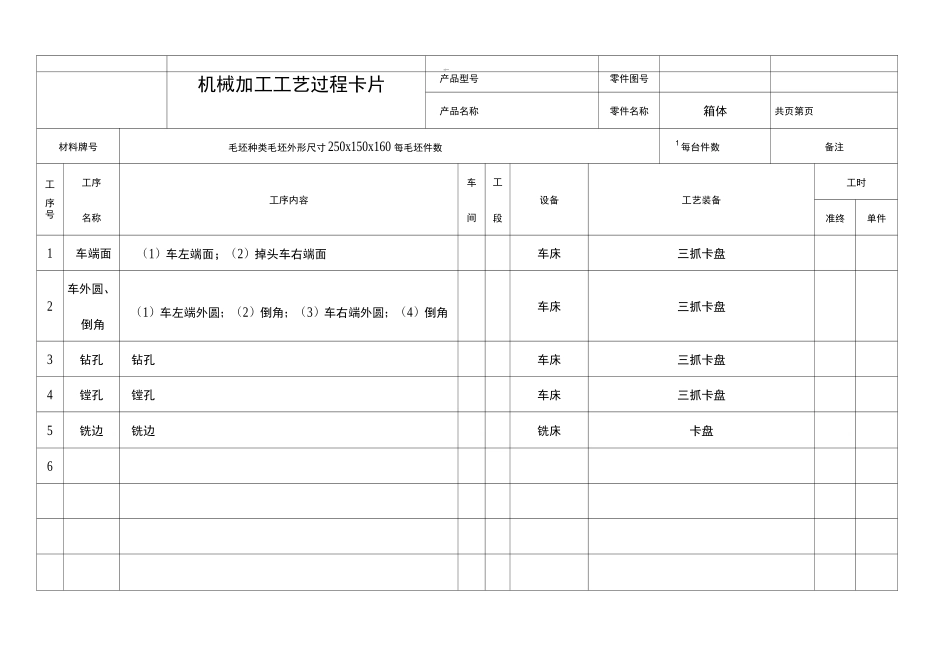
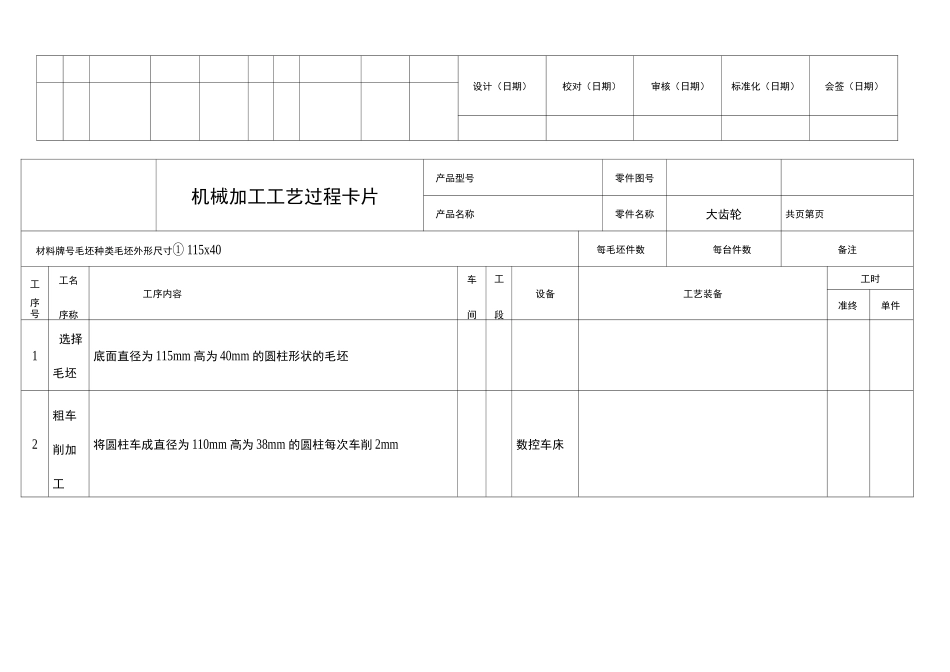
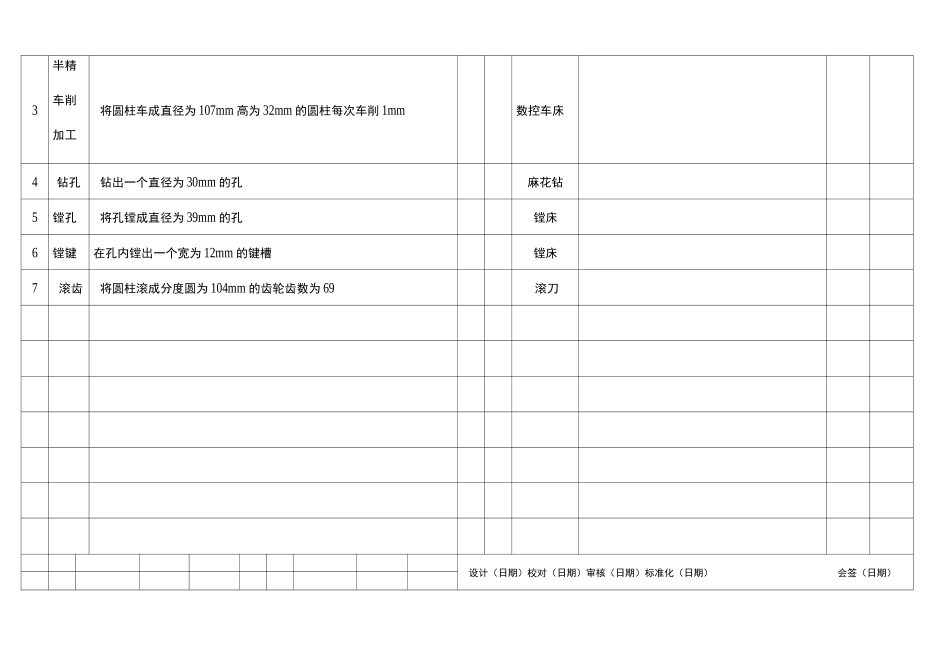
一机械加工工艺过程卡片产品型号零件图号产品名称零件名称箱体共页第页材料牌号毛坯种类毛坯外形尺寸 250x150x160 每毛坯件数1每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘2车外圆、倒角(1)车左端外圆;(2)倒角;(3)车右端外圆;(4)倒角车床三抓卡盘3钻孔钻孔车床三抓卡盘4镗孔镗孔车床三抓卡盘5铣边铣边铣床卡盘6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工艺过程卡片产品型号零件图号产品名称零件名称大齿轮共页第页材料牌号毛坯种类毛坯外形尺寸① 115x40每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1选择毛坯底面直径为 115mm 高为 40mm 的圆柱形状的毛坯2粗车削加工将圆柱车成直径为 110mm 高为 38mm 的圆柱每次车削 2mm数控车床3半精车削加工将圆柱车成直径为 107mm 高为 32mm 的圆柱每次车削 1mm数控车床4钻孔钻出一个直径为 30mm 的孔麻花钻5镗孔将孔镗成直径为 39mm 的孔镗床6镗键在孔内镗出一个宽为 12mm 的键槽镗床7滚齿将圆柱滚成分度圆为 104mm 的齿轮齿数为 69滚刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称大齿轮共页第页车间工序号工序名称材料牌号车削车削、镗毛坯种类毛坯外形尺寸每毛坯可制件数每台件数①115x40设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号一工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1将毛坯放在车床上用一端,然后用