下载后可任意编辑1
目的本规程规定了铆接工艺要求及质量标准2
适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3
铆接工艺要求3
1 拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成
1 拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便
2 拉铆螺母分类3
1 种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母
2 拉铆螺母的头型见下表拉铆螺母头型平头型(f)圆柱头型(C)沉头型(F)1文 件 名 称铆接工艺法律规范RT-SOP-30-10版本/次A/0生 效 日 期年 月 日编制人变 更 记 录标 记处 数更 改 依 据更 改 人更 改 日 期审核人批准人下载后可任意编辑3
3 拉铆螺母作业指导3
1 熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件
确认好铆接用的工具和设备并对场地进行清理
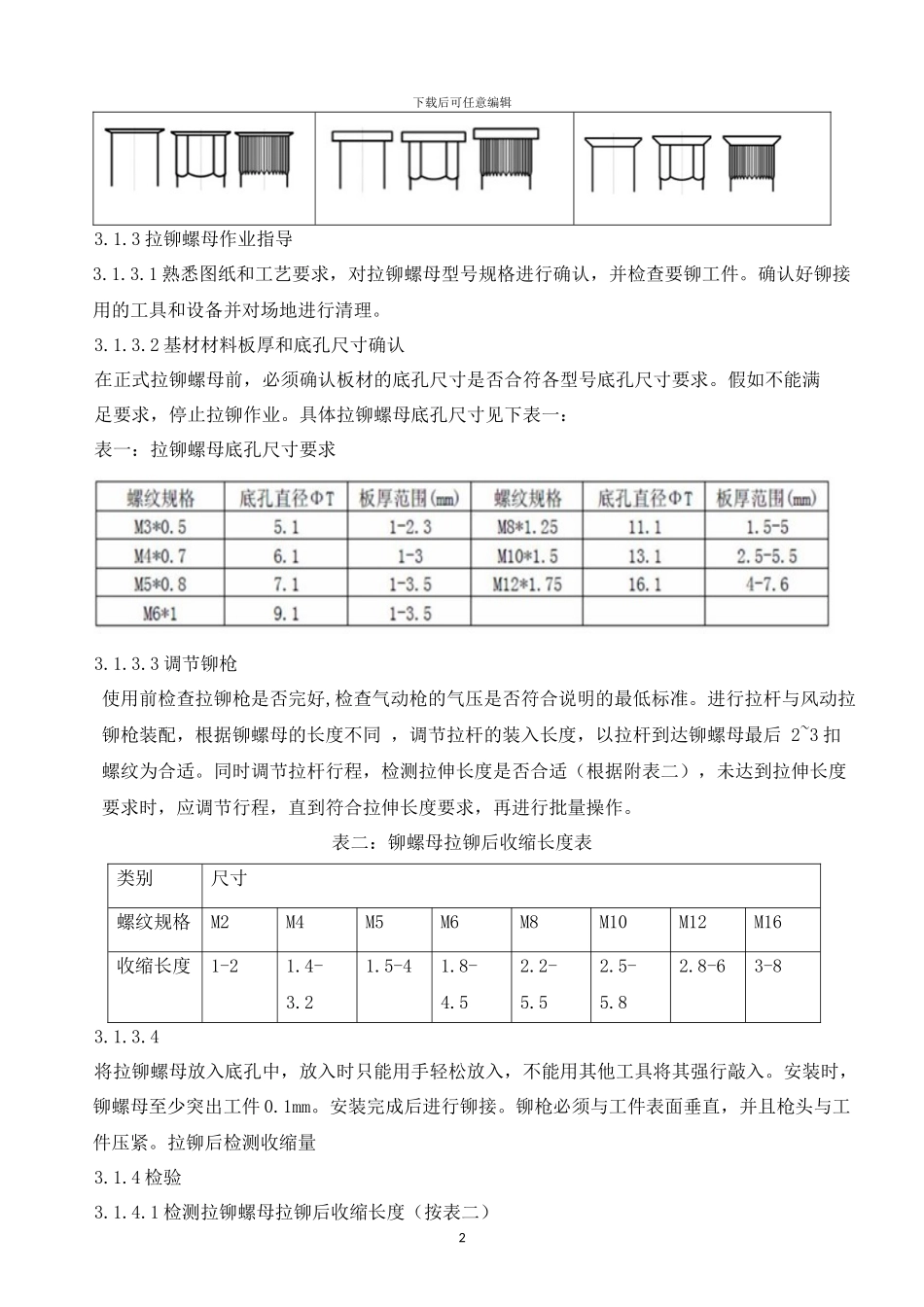
2 基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求
假如不能满足要求,停止拉铆作业
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3
3 调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说