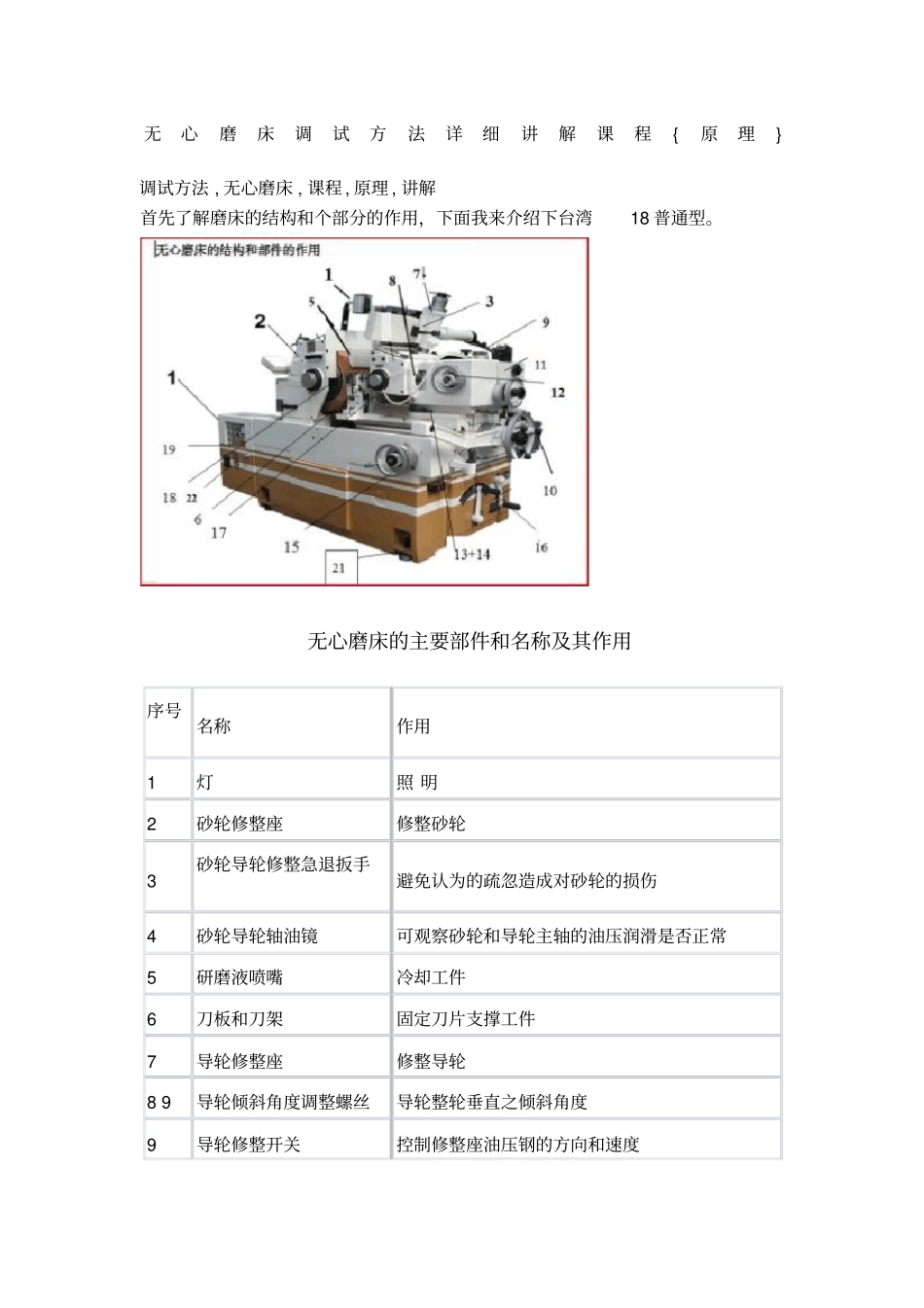
无心磨床调试方法详细讲解课程{原理} 调试方法 , 无心磨床 , 课程 , 原理 , 讲解首先了解磨床的结构和个部分的作用,下面我来介绍下台湾18 普通型
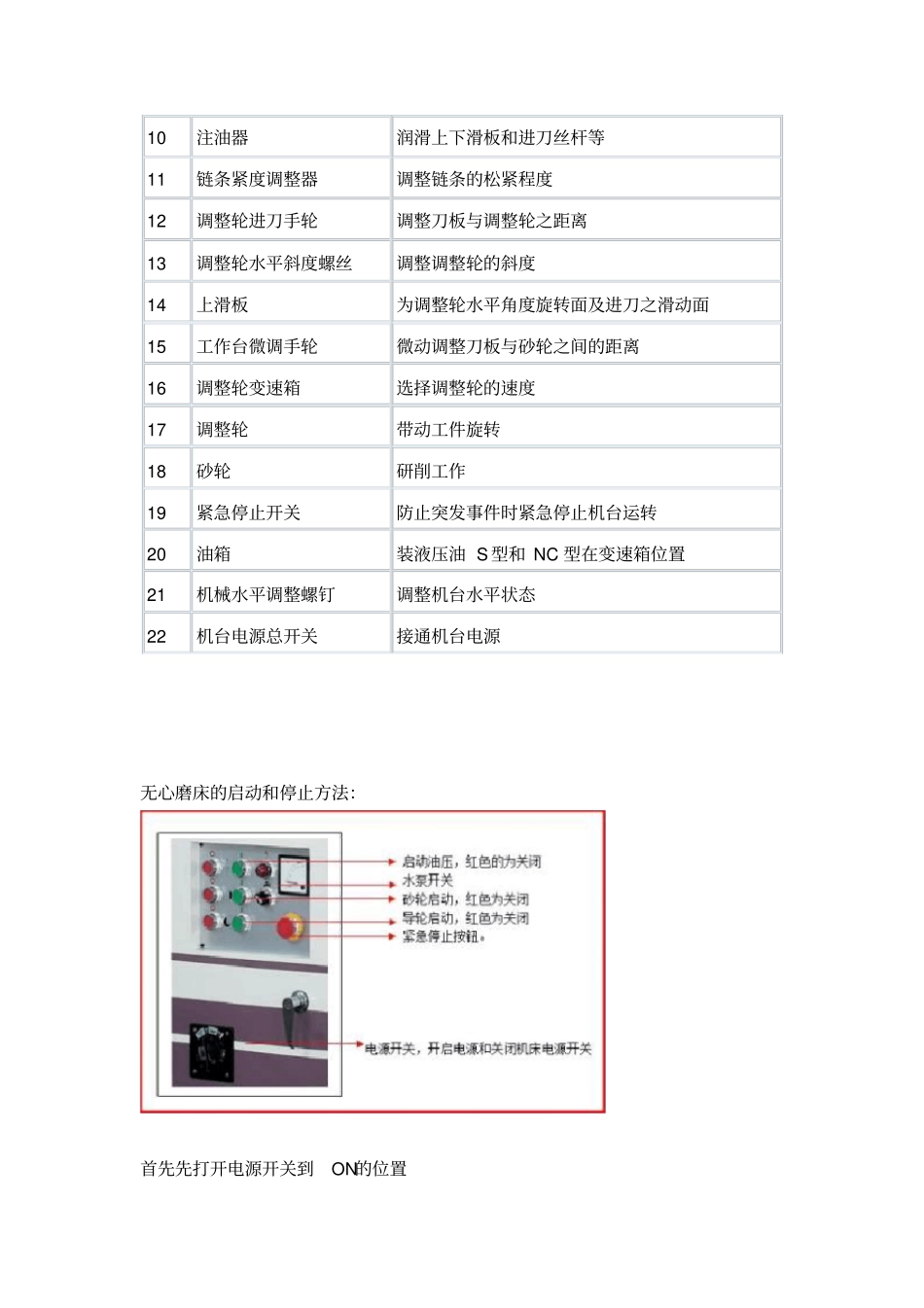
无心磨床的主要部件和名称及其作用序号名称作用1 灯照 明2 砂轮修整座修整砂轮3 砂轮导轮修整急退扳手避免认为的疏忽造成对砂轮的损伤4 砂轮导轮轴油镜可观察砂轮和导轮主轴的油压润滑是否正常5 研磨液喷嘴冷却工件6 刀板和刀架固定刀片支撑工件7 导轮修整座修整导轮8 9 导轮倾斜角度调整螺丝导轮整轮垂直之倾斜角度9 导轮修整开关控制修整座油压钢的方向和速度10 注油器润滑上下滑板和进刀丝杆等11 链条紧度调整器调整链条的松紧程度12 调整轮进刀手轮调整刀板与调整轮之距离13 调整轮水平斜度螺丝调整调整轮的斜度14 上滑板为调整轮水平角度旋转面及进刀之滑动面15 工作台微调手轮微动调整刀板与砂轮之间的距离16 调整轮变速箱选择调整轮的速度17 调整轮带动工件旋转18 砂轮研削工作19 紧急停止开关防止突发事件时紧急停止机台运转20 油箱装液压油 S 型和 NC 型在变速箱位置21 机械水平调整螺钉调整机台水平状态22 机台电源总开关接通机台电源无心磨床的启动和停止方法:首先先打开电源开关到ON的位置开启油压润滑系统,然后才可以开启砂轮和导轮,关闭顺序为先关闭水泵过3-5分钟再关闭砂轮和导轮等砂轮完全停止再关闭油压
否则会损伤砂轮主轴
注:在砂轮开启后水泵才能启动
否则无法启动,作用防止砂轮进水
每次使用后砂轮要空转 3-5 分钟把水甩干,否则会影响砂轮平衡
一:原理描述无心磨床的研磨方法是不需顶住中心孔,用刀片来支撑工件的磨削方法
它是由砂轮、调整轮与支持刀片三个主要部分构成:1:砂轮的作用是磨掉工件上需要磨削的表面并且产生需要的光洁度
2:调整轮的作用是带动工件的转度,和磨削移动速度,导轮与砂轮的距离,是被加工工件的外径