下载后可任意编辑云南楚雄矿冶有限公司 3#竖井井筒装备构件加工防腐措施中煤第五建设公司二○○九年十二月下载后可任意编辑一、构件加工措施在工程施工管理人员及公司有关部门参加的情况下进行内部图纸会审,经技术员翻样后列出各类钢材的材料用量表,并做好材料规格、型号的归纳
甲供材料提交甲方供货,自购材料交材料部采购员进行材料采购
管路加工在现场进行
材料进厂后,会同业主、质监、设计按设计图纸的国家法律规范对材料按下列方法进行检验:材质量证明书
质量证明书应符合设计的要求,并按国家现行有关标准的规定进行抽样检验,不符合国家标准和设计文件的均不得采纳
材表面有锈蚀麻点和划痕等缺陷时,其深度不得大于钢材厚度负偏差值的 1/2
连接材料(焊条、焊丝、焊剂)、螺栓均应具有出厂质量证明书,并符合设计的要求和国家现行有关标准的规定
合格的钢材按品种、牌号、规格分类堆放,做好标识
钢材的堆放成形、成方、成垛,以便于点数和取用;最底层垫上道木,防止进水锈蚀
焊接材料应按牌号和批号分别存放在干燥的储藏仓库
焊条在使用之前按出厂证明上规定进行烘焙和烘干
材料凭领料单发放,发料时核对材料的品种、规格、牌号是否与领料单一致,并要求质检人员在领料现场签证认可
经图纸会审后,由技术部负责设计本工程的加工详图,进行节点构造细化
对其中一些需设计签证的节点图,提交设计院审核
制定钢构件加工生产工艺及质量标准:根据《钢结构工程施工及验收法律规范》(GB50205-2001)、《钢结构工程质量检验评定标准》( GB50211-2001)、《钢结构设计法律规范》(GBJ17-88)《煤矿机电安装工程质量检验评定标准》(MT 5010-95)等国家法律规范及公司质量体系文件和钢制作安装工艺规程编制本工程钢结构加工生产工艺及质量标准
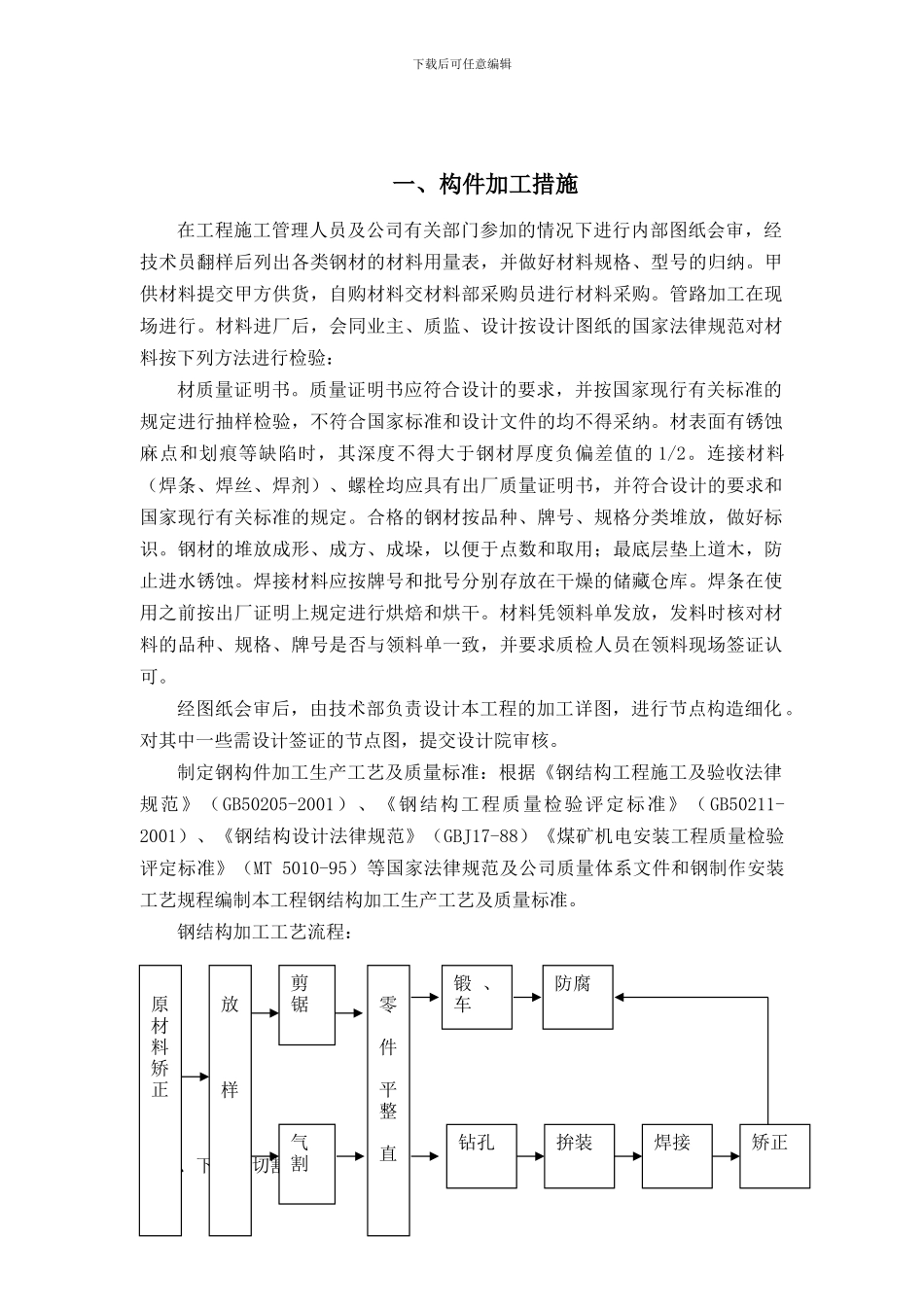
钢结构加工工艺流程:放样、下料和切割:原材料矫正放样剪锯气割零件平整直锻 、车钻孔防腐拚装焊接