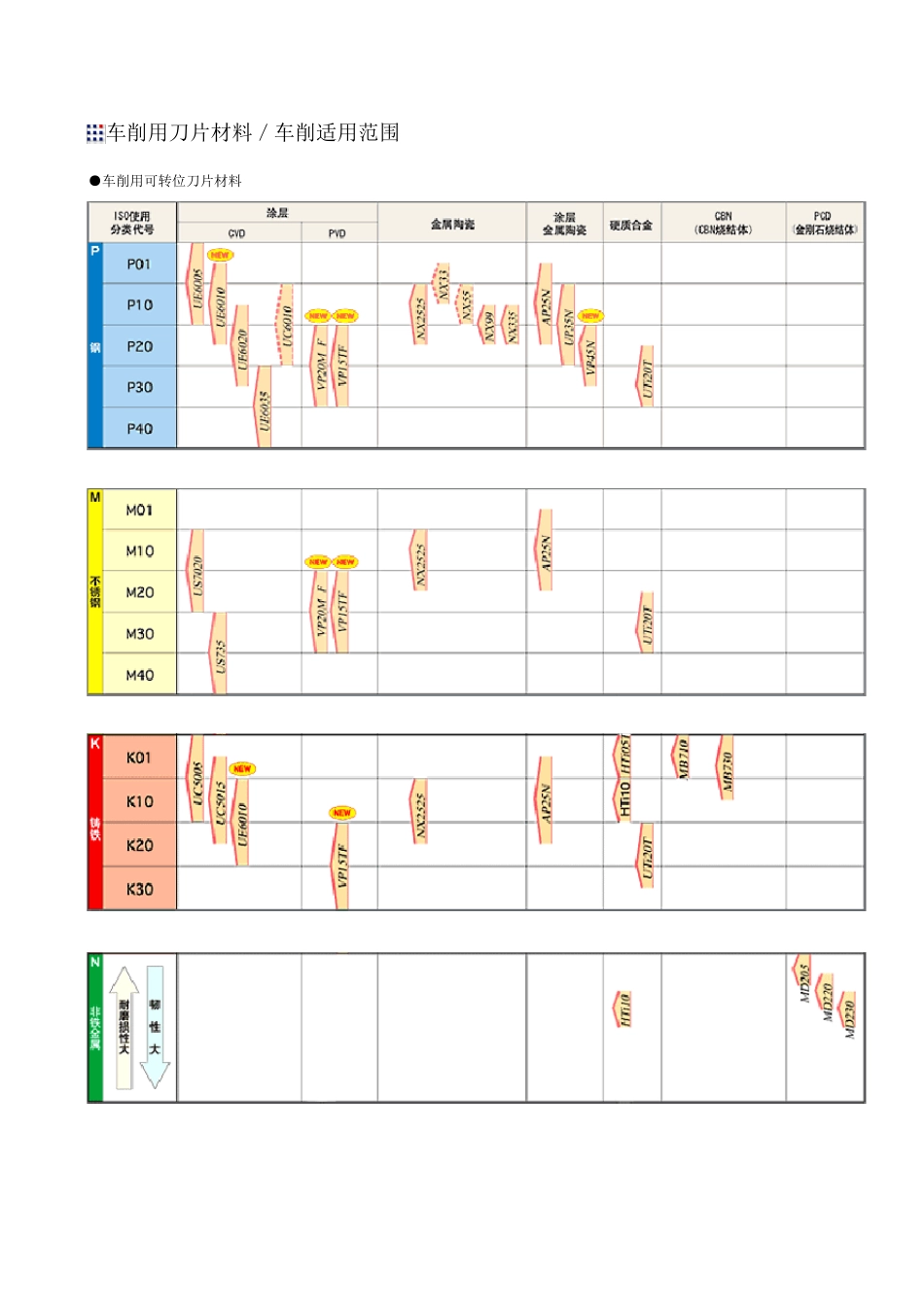
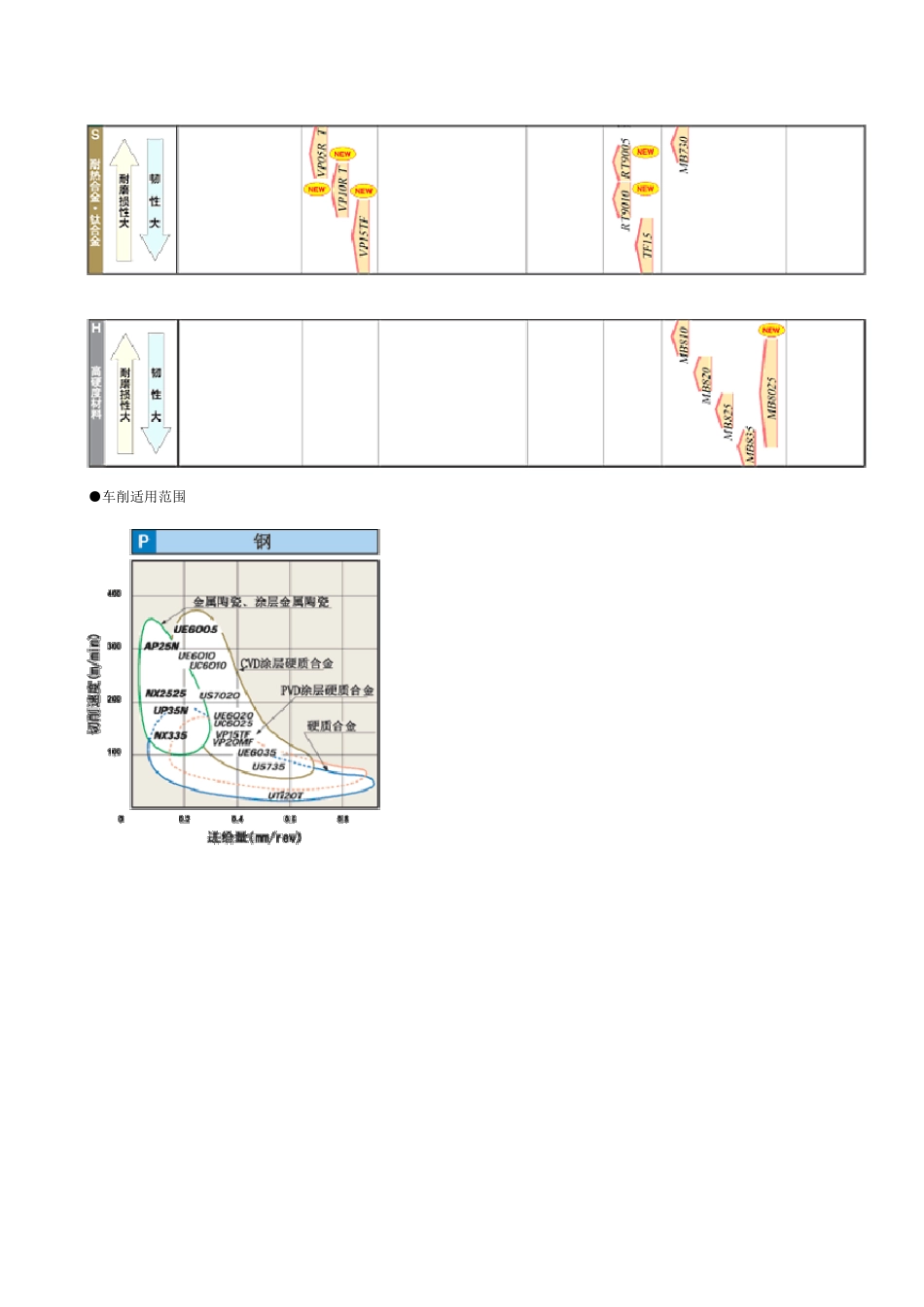
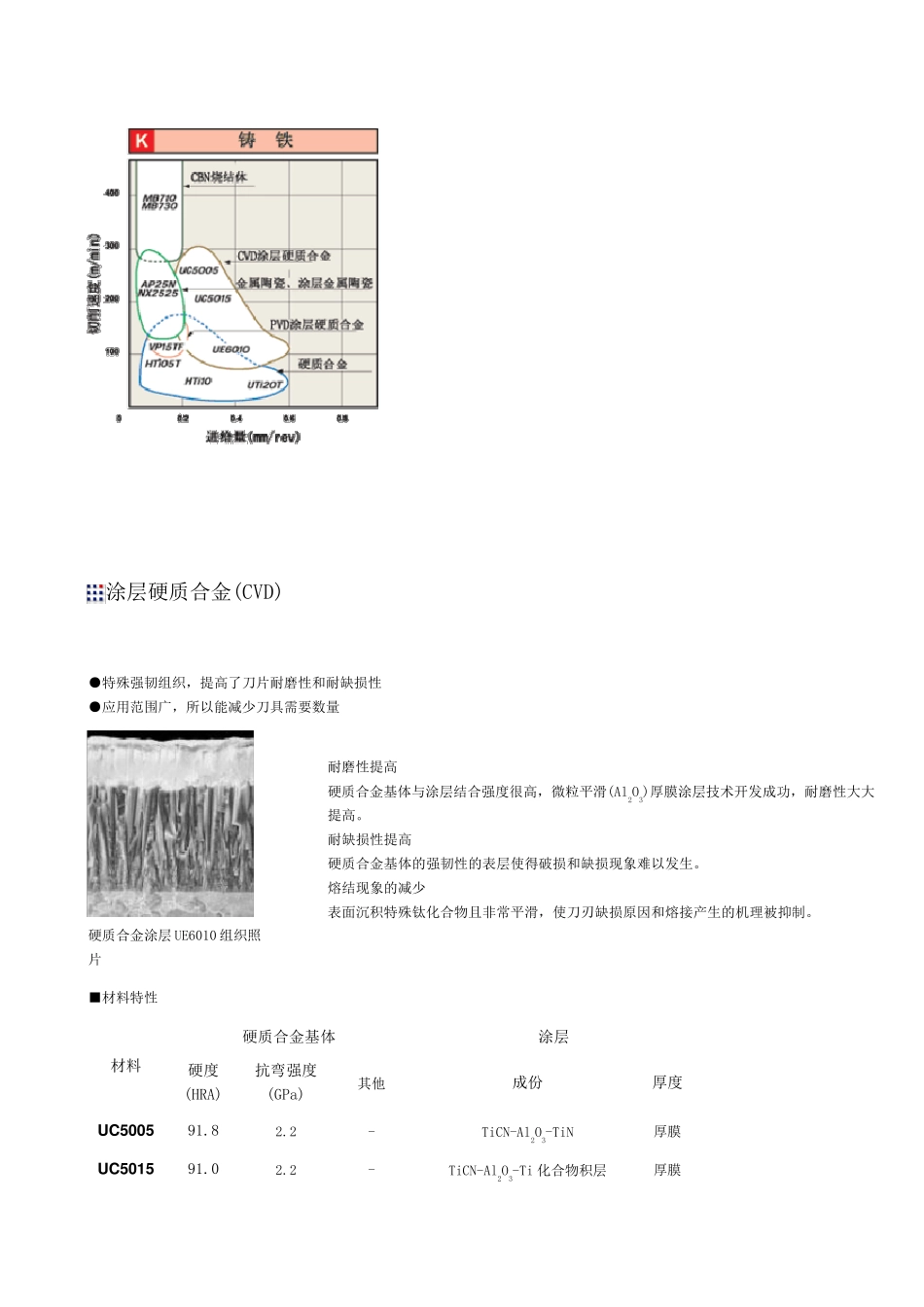
车削用刀片材料/车削适用范围 ●车削用可转位刀片材料 ●车削适用范围 涂层硬质合金(CVD) ●特殊强韧组织,提高了刀片耐磨性和耐缺损性 ●应用范围广,所以能减少刀具需要数量 硬质合金涂层UE6010 组织照片 耐磨性提高 硬质合金基体与涂层结合强度很高,微粒平滑(Al2O3)厚膜涂层技术开发成功,耐磨性大大提高
耐缺损性提高 硬质合金基体的强韧性的表层使得破损和缺损现象难以发生
熔结现象的减少 表面沉积特殊钛化合物且非常平滑,使刀刃缺损原因和熔接产生的机理被抑制
■材料特性 材料 硬质合金基体 涂层 硬度(HRA) 抗弯强度(GPa) 其他 成份 厚度 U C 5005 91
2 - TiCN-Al2O3-TiN 厚膜 U C 5015 91
2 - TiCN-Al2O3-Ti 化合物积层 厚膜 UE6005 91
8 强韧表面 TiCN-Al2O3-TiN 厚膜 UE6010 90
0 强韧表面 TiCN-Al2O3-Ti 化合物积层 厚膜 UC6010 90
0 强韧表面 TiCN-Al2O3-TiN 厚膜 UE6020 90
2 强韧表面 TiCN-Al2O3-Ti 化合物积层 厚膜 UE6035 89
3 强韧表面 TiCN-Al2O3-TiN 厚膜 UH6400 89
3 强韧表面 TiCN-Al2O3-Ti 化合物积层 厚膜 US7020 90
0 强韧表面 TiCN-Al2O3-TiN 薄膜 US735 89
6 - 多层Ti 化合物 薄膜 ※1GPa=102kg/mm2 ■选择标准 ●车削 ■组成和切削性 ●车削 ■加工状态 ■切削范围 涂层硬质合金(PVD) ●PVD 涂层硬质合金材料在同等切削条件下能延长刀具寿命 ●即使在锋利的刃口上也可涂覆此涂层,涂覆时基体不发生软