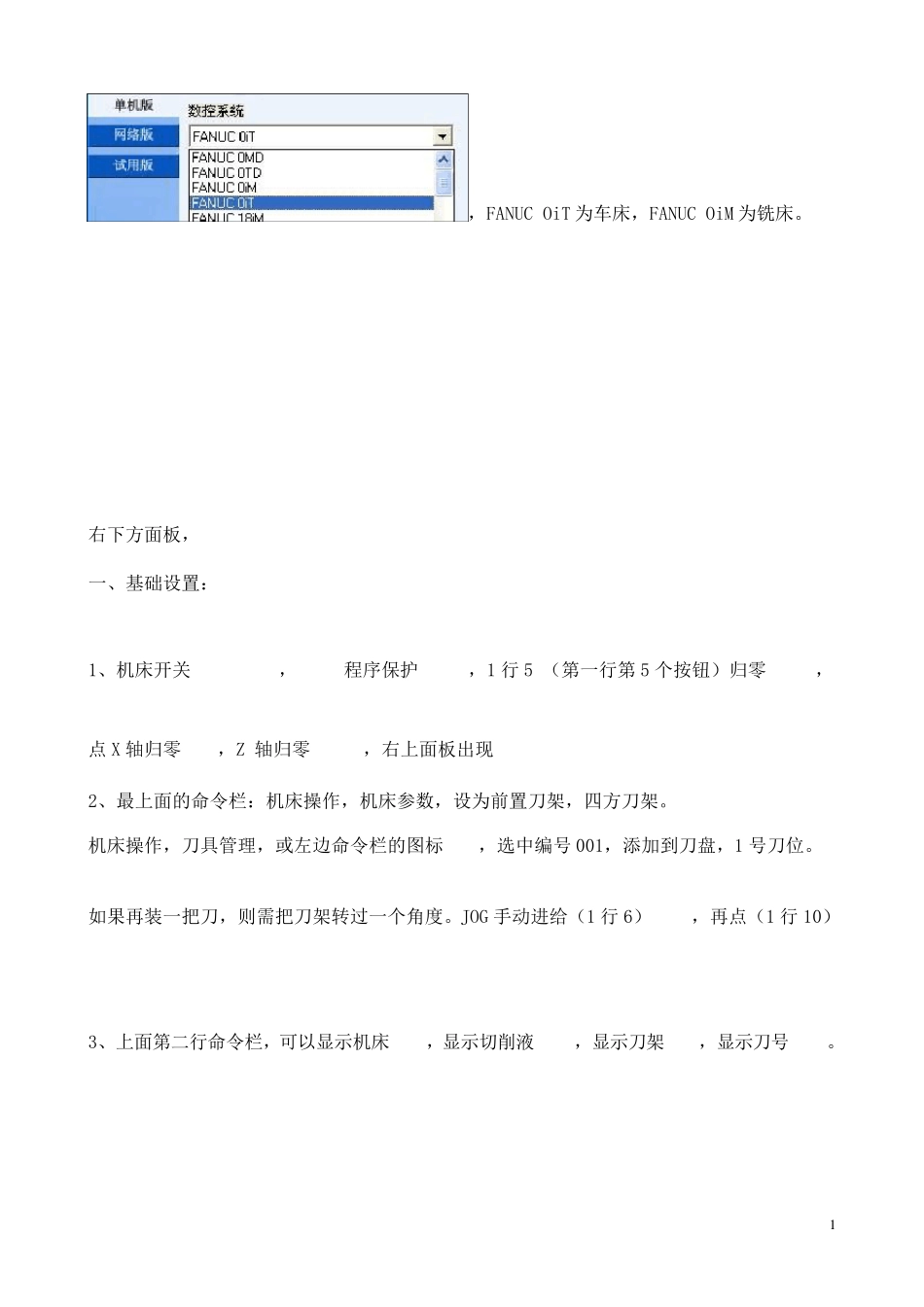
1 ,FANUC OiT 为车床,FANUC OiM 为铣床
右下方面板, 一、基础设置: 1、机床开关 , 程序保护,1 行 5 (第一行第 5 个按钮)归零, 点 X 轴归零,Z 轴归零 ,右上面板出现 2、最上面的命令栏:机床操作,机床参数,设为前置刀架,四方刀架
机床操作,刀具管理,或左边命令栏的图标,选中编号 001,添加到刀盘,1 号刀位
如果再装一把刀,则需把刀架转过一个角度
JOG 手动进给(1 行 6),再点(1 行 10) 3、上面第二行命令栏,可以显示机床,显示切削液,显示刀架,显示刀号
2 二、开始对刀: 1、第二行命令栏,切换为二维显示, MDI 手动输入方式(1 行 3) ,点右上角操作面板的程序, 左边界面窗口,点 MDI 下面的按键, ,输入 MO3S500,(M03 为主轴正转,转速 S 为500r/min), 回车换行,得到 ,插入 (点,可选择上下指令
输错编程字母就取消,删除,替换,选择 上下字母
) 2、回到右下面板
循环启动(5 行 2),JOG 手动进给(1 行 6),点, 再点和,使车刀 Z 方向靠近工件;点,使车刀 X 方向靠近工件
如果觉得速度太慢,可点快速进给
点击右上面板,切换到坐标方式
回到右下面板,(1 行 8)手轮进给
再点击机床界面左上角,,打开手轮界面,方向指向 Z,倍率为 X100
慢慢接近工件,观察右上面板的坐标,直到大概越过右端面 0
5 到 1mm
再换 X 调节
3 结果如图 4、在 Z 方向对刀,需试切一刀
Z 方向保持不变,点,再,直到越过轴线(白线)
再从X方向退出,
点右上面板,,点补正,然后形状,点把光标移动到 Z 向,输入 Z0,,再点测量,Z 轴对刀完成
5、在 X 方向对刀
点,在切外圆,X 方向不变,
再沿 Z 方向退出
4 6、 测 量 工