机 械 制 造 工 艺 学 课 程 设 计 说 明 书 设 计 题 目 “ 传 动 轴 上 键 槽 专 用 夹 具 设 计 ” 班 级 :机制131 学 生 :徐仕阳 ****:*** 绵 阳 职 业 技 术 学 院 年 月 零件图 一、专用夹具作用分析 专用夹具是为零件的某一道工序加工而设计制造的,在产品相对稳定、批量较大的生产中使用;在生产过程中它能有效地降低工作时的劳动强度、提高劳动生产率、并获得较高的加工精度
夹具的设计质量的高低,应以能否稳定地保证工件的加工质量,生产效率高,成本低,排屑方便,操作安全、省力和制造、维护容易等为其衡量指标
正确地设计并合理的使用夹具,是保证加工质量和提高生产率,从而降低生产成本的重要技术环节之一
二、任务分析 1
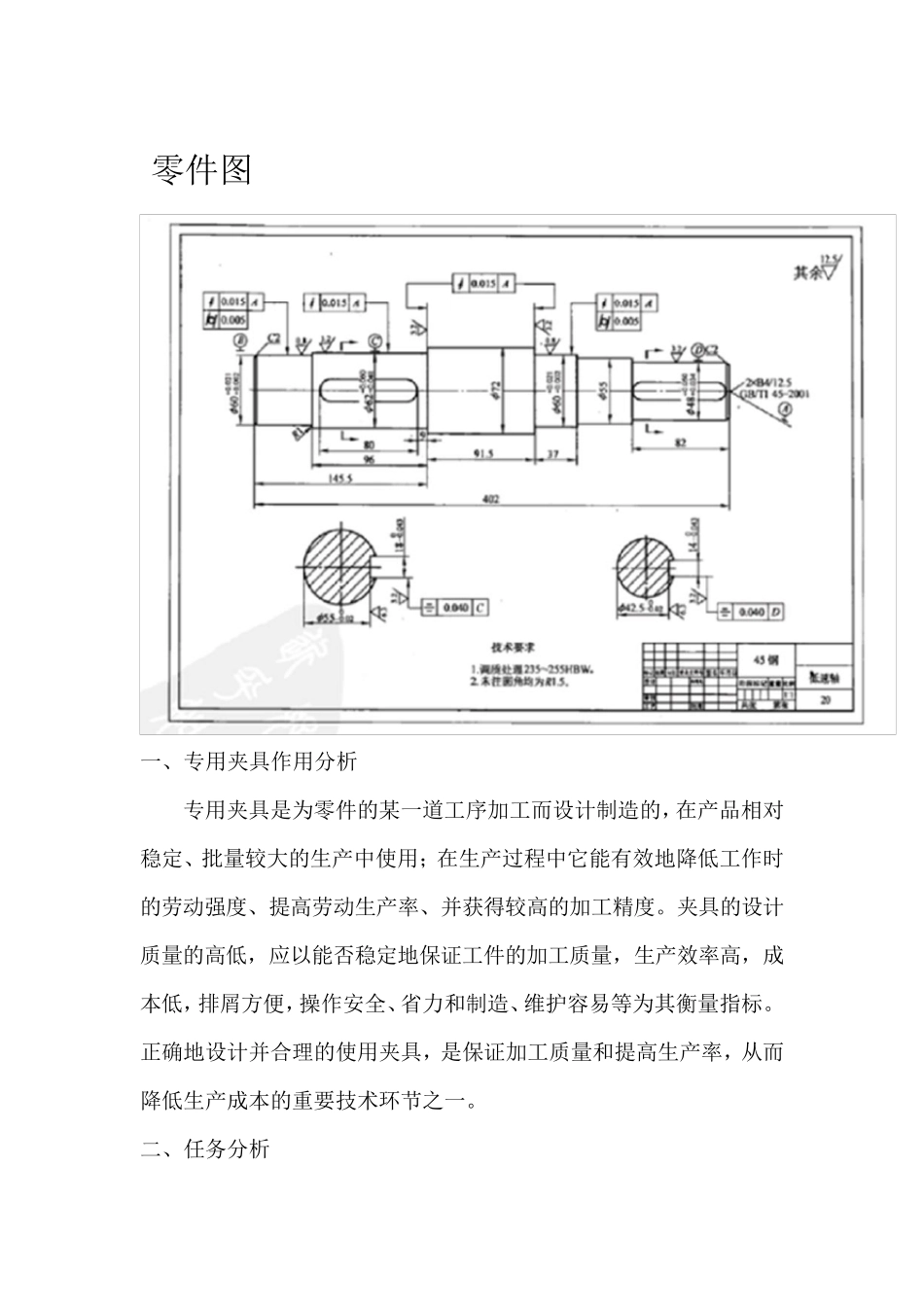
设计任务 (1)设计轴键槽铣削夹具 (2)加工工件两件如图1 所示 (3)生产类型:单件生产 (4)毛坯:模锻件 (5)工艺内容;本工序在∅62m m 和∅48m m 两处分别铣削键槽,工序图如图2 所示
在进行本工序前,定位基准∅48mm和∅60mm的外圆一加工,达到图纸技术要求
该工序所用设备为X53T 型立式升降台铣床,刀具选择标准键槽铣刀,本工序选用∅14e8 和∅18e8 键槽铣刀
(6)工序的加工要求:键槽宽为18m m 键槽深度为7m m 以及键槽宽14m m ,槽深为5
键槽中心平面与轴颈中心线的平行度误差为标准误差,对称度误差为0
040m m
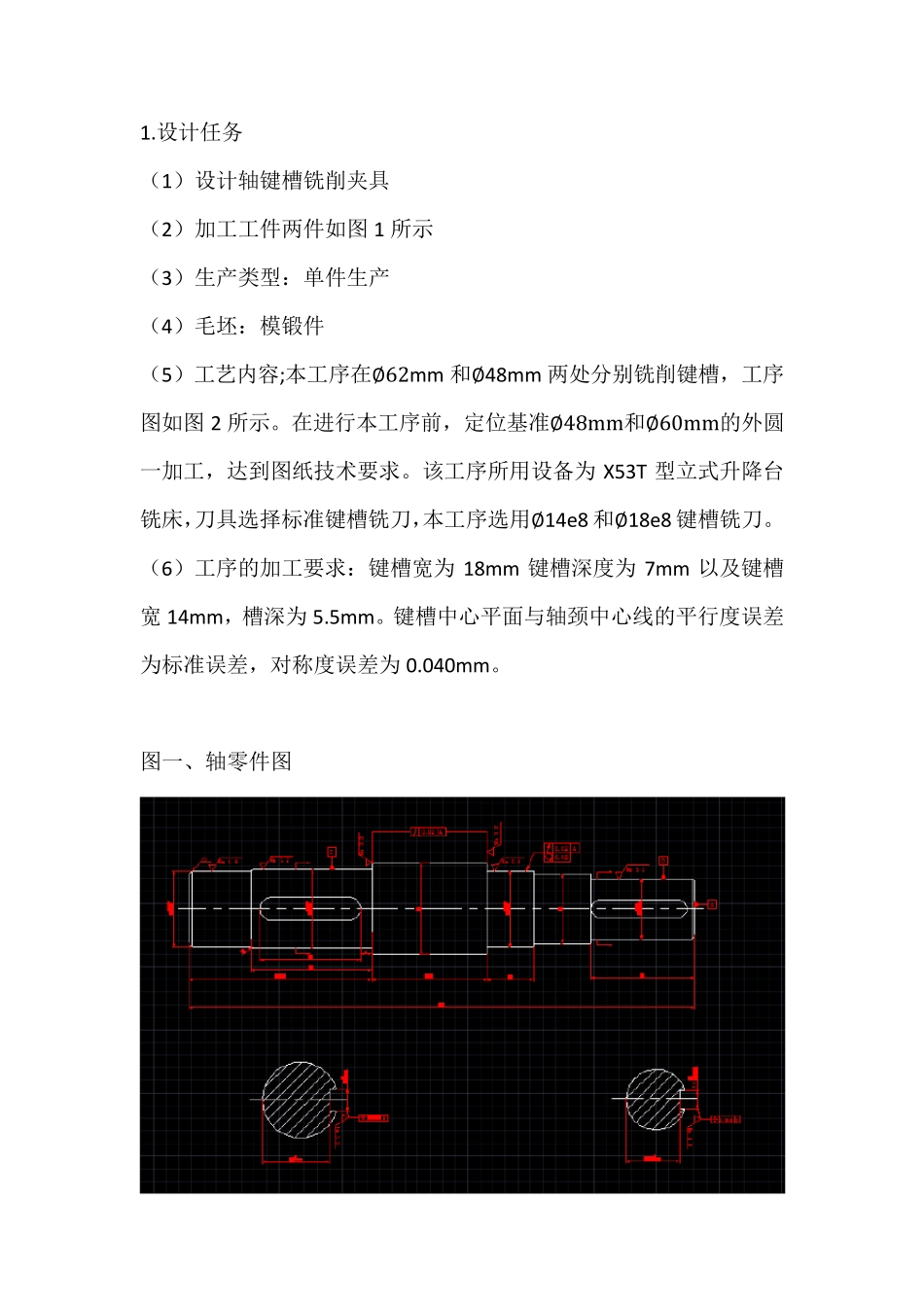
图一、轴零件图 图二、键槽铣削工序图 2
设计步骤 1)夹具类型的选择 由于该工件生产为单件生产,且工件体积小,结构部复杂,从经济耐用的要求考虑,本工序加工夹具不宜太复杂,自动化程度不宜太高
故拟定选用简单的 V 形块定位螺旋压板加紧机构
2)定位装置的设计 (1)定位装置的确定
方案一:以∅60 外圆表面自定心三爪卡盘与活动顶尖定位,限制