目的规范加工制品的检查标准,以使各工序加工过程的质量给予管控,从而确保出货成品的质量满足客户要求
范围本标准适用于机加加工的制品,依照图纸检查;图纸未标注时依照相适应的国家标准进行检验
1 首件:a
本工序依照某图纸所加工的第一个部件;b
中间切换加工其他部件后,继续加工剩余数量加工的第一个部件;c
正在生产设备发生故障时的部件及设备故障排除后加工的第一个部件;d
前一天未完成,继续加工的第一个部件;e
加工中设备更换后加工的第一个部件;f
加工中作业人员更换后加工的第一个部件;3
2 半成品:a
本组别最后一道工序加工完成后,转入其他组别需要继续加工的制品;b
本组别最后一道工序加工完成后,需要外协表面加工处理的制品;4
3 成品本组别最后一道即最终工序加工完成后的制品;4
1 品质部 : 负责送检产品的检验工作,并记录检验结果
2 生产部 : 负责产品的检验通知及组织不合格产品的返工
1 机加工产品检验通知①机加组每天完工的成品放置成品待检区,然后通知品质人员前去检验
②当天要出货的产品提前通知品质人员前去检验,避免发生漏检,或者延误发货时间
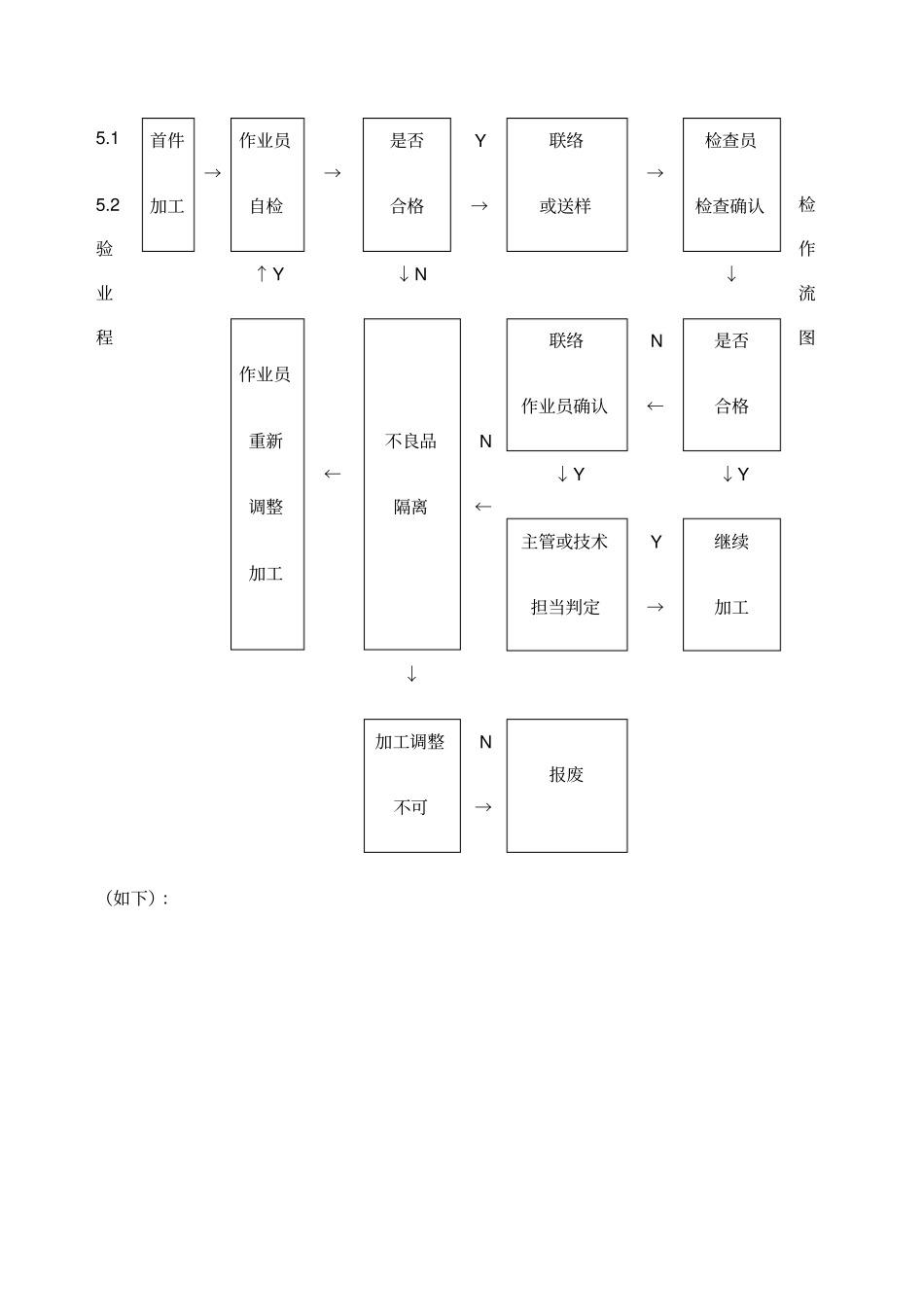
2检验作业流程图(如下):首件加工→作业员自检→是否合格Y→联络或送样→检查员检查确认↑Y↓N↓作业员重新调整加工←不良品隔离N←联络作业员确认N←是否合格↓Y↓Y主管或技术担当判定Y→继续加工↓加工调整不可N→报废6
相关文件材质、数量确认Y→抽样→尺寸检查↑Y╲N↘╱↙ N↓Y接收待检品及图纸→待检品与图纸一致确认N→联络作业员确认N←手动试装配确认↑Y↓Y╱↙ N↖ N╲返工全检←全数退回↓Y外观检查↖ N╲↓N主管或技术担当判定↓Y╲Y↘报废半成品继续流动检查表单记录←成品入库根据 ISO 2768-m 标准进行判定是否合格抽检方式以