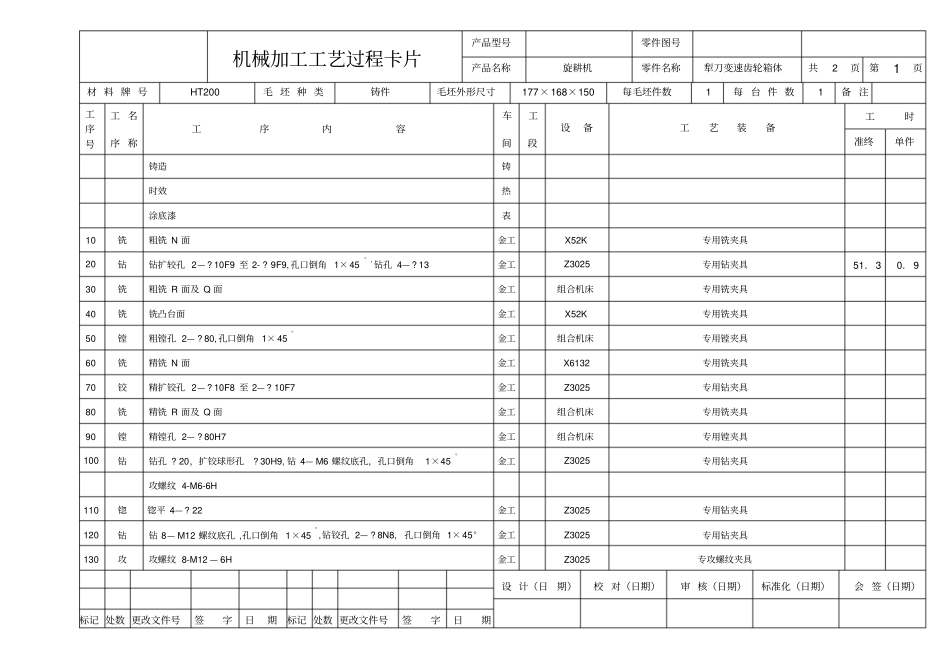
机械加工工艺过程卡片产品型号零件图号产品名称旋耕机零件名称犁刀变速齿轮箱体共2页第1 页材 料 牌 号HT200毛 坯 种 类铸件毛坯外形尺寸177×168×150每毛坯件数1每 台 件 数1备 注工序号工 名序 称工序内容车间工段设备工艺装备工时准终单件铸造铸时效热涂底漆表10铣粗铣 N 面金工X52K专用铣夹具20钻钻扩较孔 2—
10F9 至 2-
9F9, 孔口倒角 1× 45 ° , 钻孔 4—
13金工Z3025专用钻夹具51.3 0.9 30铣粗铣 R 面及 Q 面金工组合机床专用铣夹具40铣铣凸台面金工X52K专用铣夹具50镗粗镗孔 2—
80,孔口倒角 1× 45 °金工组合机床专用镗夹具60铣精铣 N 面金工X6132专用铣夹具70铰精扩铰孔 2—
10F8 至 2—
10F7金工Z3025专用钻夹具80铣精铣 R 面及 Q 面金工组合机床专用铣夹具90镗精镗孔 2—
80H7 金工组合机床专用镗夹具100钻钻孔
20,扩铰球形孔
30H9, 钻 4— M6 螺纹底孔,孔口倒角1×45 °金工Z3025专用钻夹具攻螺纹 4-M6-6H110锪锪平 4—
22金工Z3025专用钻夹具120钻钻 8— M12 螺纹底孔 ,孔口倒角 1×45 °,钻铰孔 2—
8N8, 孔口倒角 1× 45°金工Z3025专用钻夹具130攻攻螺纹 8-M12 — 6H金工Z3025专攻螺纹夹具设 计(日期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记 处数 更改文件号签字日期标记 处数 更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称旋耕机零件名称犁刀变速齿轮箱体共2页第2页材 料 牌 号HT200毛 坯 种 类铸件毛坯外形尺寸177×168×150每毛坯件数1每 台 件 数1备 注工序号工 名序 称工序