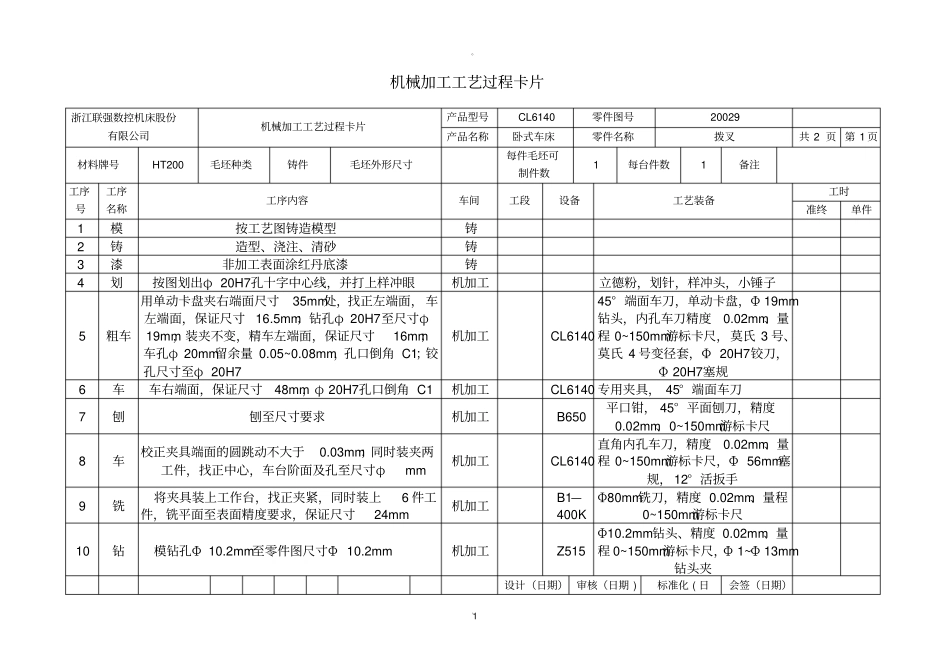
1 机械加工工艺过程卡片浙江联强数控机床股份有限公司机械加工工艺过程卡片产品型号CL6140 零件图号20029 产品名称卧式车床零件名称拨叉共 2 页 第 1 页材料牌号HT200 毛坯种类铸件毛坯外形尺寸每件毛坯可制件数1 每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 模按工艺图铸造模型铸2 铸造型、浇注、清砂铸3 漆非加工表面涂红丹底漆铸4 划按图划出φ 20H7孔十字中心线,并打上样冲眼机加工立德粉,划针,样冲头,小锤子5 粗车用单动卡盘夹右端面尺寸35mm处,找正左端面, 车左端面,保证尺寸16
5mm;钻孔φ 20H7至尺寸φ19mm,装夹不变,精车左端面,保证尺寸16mm;车孔φ 20mm留余量 0
08mm,孔口倒角 C1;铰孔尺寸至φ 20H7 机加工CL6140 45° 端面车刀,单动卡盘,Φ 19mm钻头,内孔车刀精度0
02mm、量程 0~150mm游标卡尺,莫氏 3 号、莫氏 4 号变径套,Φ 20H7铰刀,Φ 20H7塞规6 车车右端面,保证尺寸48mm,φ 20H7孔口倒角 C1 机加工CL6140 专用夹具, 45° 端面车刀7 刨刨至尺寸要求机加工B650 平口钳, 45° 平面刨刀,精度0
02mm、0~150mm游标卡尺8 车校正夹具端面的圆跳动不大于0
03mm;同时装夹两工件,找正中心,车台阶面及孔至尺寸φmm 机加工CL6140 直角内孔车刀,精度0
02mm、量程 0~150mm游标卡尺,Φ 56mm塞规, 12° 活扳手9 铣将夹具装上工作台,找正夹紧,同时装上6 件工件,铣平面至表面精度要求,保证尺寸24mm 机加工B1—400K Φ80mm铣刀,精度 0
02mm、量程0~150mm游标卡尺10 钻模钻孔Φ 10
2mm至零件图尺寸Φ 10
2mm 机加工Z515 Φ10