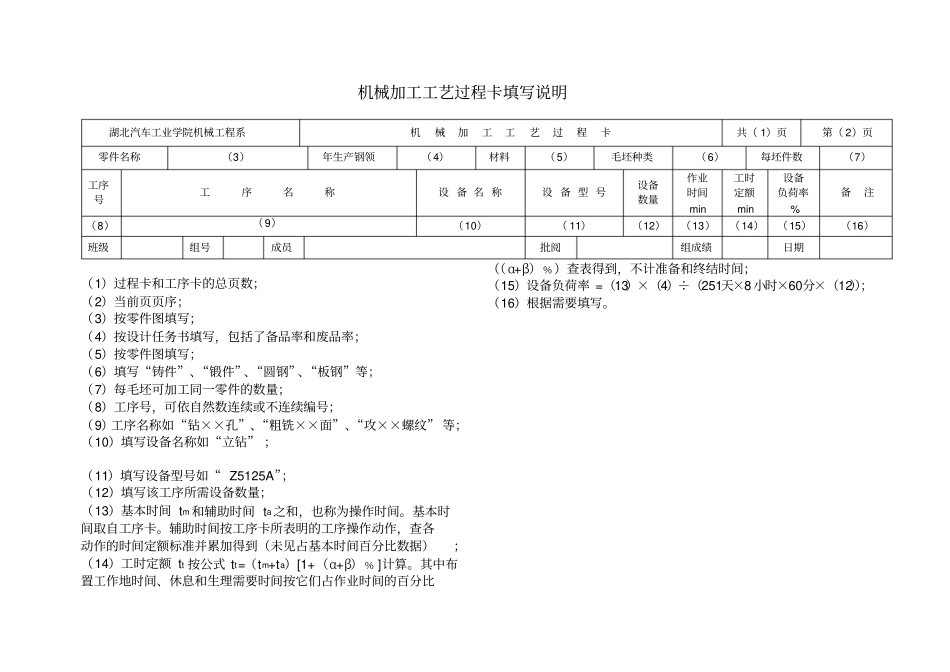
湖北汽车工业学院机械工程系机械加工工艺过程卡第页共页零件名称年产设计钢领材料毛坯种类工序号工序名称设 备 名 称设 备 型 号设备数量作业时间min 工时定额min 设备负荷率% 备注班级学号组号姓名批 阅成绩日期机械加工工艺过程卡填写说明湖北汽车工业学院机械工程系机械加工工艺过程卡共( 1)页第( 2)页零件名称(3)年生产钢领(4)材料(5)毛坯种类(6)每坯件数(7)工序号工序名称设 备 名 称设 备 型 号设备数量作业时间min 工时定额min 设备负荷率% 备注(8)(9)(10)( 11)(12)(13)(14)(15)(16)班级组号成员批阅组成绩日期(1)过程卡和工序卡的总页数;(2)当前页页序;(3)按零件图填写;(4)按设计任务书填写,包括了备品率和废品率;(5)按零件图填写;(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量;(8)工序号,可依自然数连续或不连续编号;(9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹” 等;(10)填写设备名称如“立钻” ;(11)填写设备型号如“ Z5125A”;(12)填写该工序所需设备数量;(13)基本时间 tm 和辅助时间 ta之和,也称为操作时间
基本时间取自工序卡
辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据);(14)工时定额 tt 按公式 tt=(tm+ta)[1+(α+β)﹪ ]计算
其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间;(15)设备负荷率 =(13)×(4)÷(251天×8 小时×60分×(12));(16)根据需要填写
湖北汽车工业学院机械工程系机 械 加 工 工 序 卡零件名称切削液共页工序名称工序号第页设计校对修改审核机 床 夹 具