栓钉焊接工艺一、栓钉焊的基本原理和技术条件将金属螺柱焊到工件平面上去的方法叫做螺柱焊
在建筑工程中称栓钉焊
它属于熔态压力焊范畴
栓钉焊又有 2 种:普通栓钉焊和穿透栓钉焊, 普通栓钉焊亦称非穿透栓钉焊
穿透栓钉焊用于组合楼板和组合梁,焊接时,将压型钢板焊透
使栓钉、压型板、和钢构件三者焊接在一起
压型钢板厚0
6mm,镀锌
施工中,压型钢板起到底模的作用
栓钉焊机有两种,电弧栓焊机和储能栓钉焊机,储能焊机适用于直径较小的栓钉焊 (
8mm以下),在建筑工程中栓钉直径较大 (
25mm)以下
因此栓钉焊时均采用电弧栓钉焊机
二、栓钉1) 栓钉材料的机械性能及化学张性能:力学性能见表:栓钉用钢牌号及力学性能牌号力学性能抗拉强酸度 б bN/mm2屈服强度 б sN/mm2伸长率 δ 5% ML15A ML15 ≥400 ≥ 320 ≥14
化学成份见表:栓钉用钢牌号及化学成份牌号化学成份 % C Si Mn P S Ah ML15A 0
035 ≥0
020 ML15 0
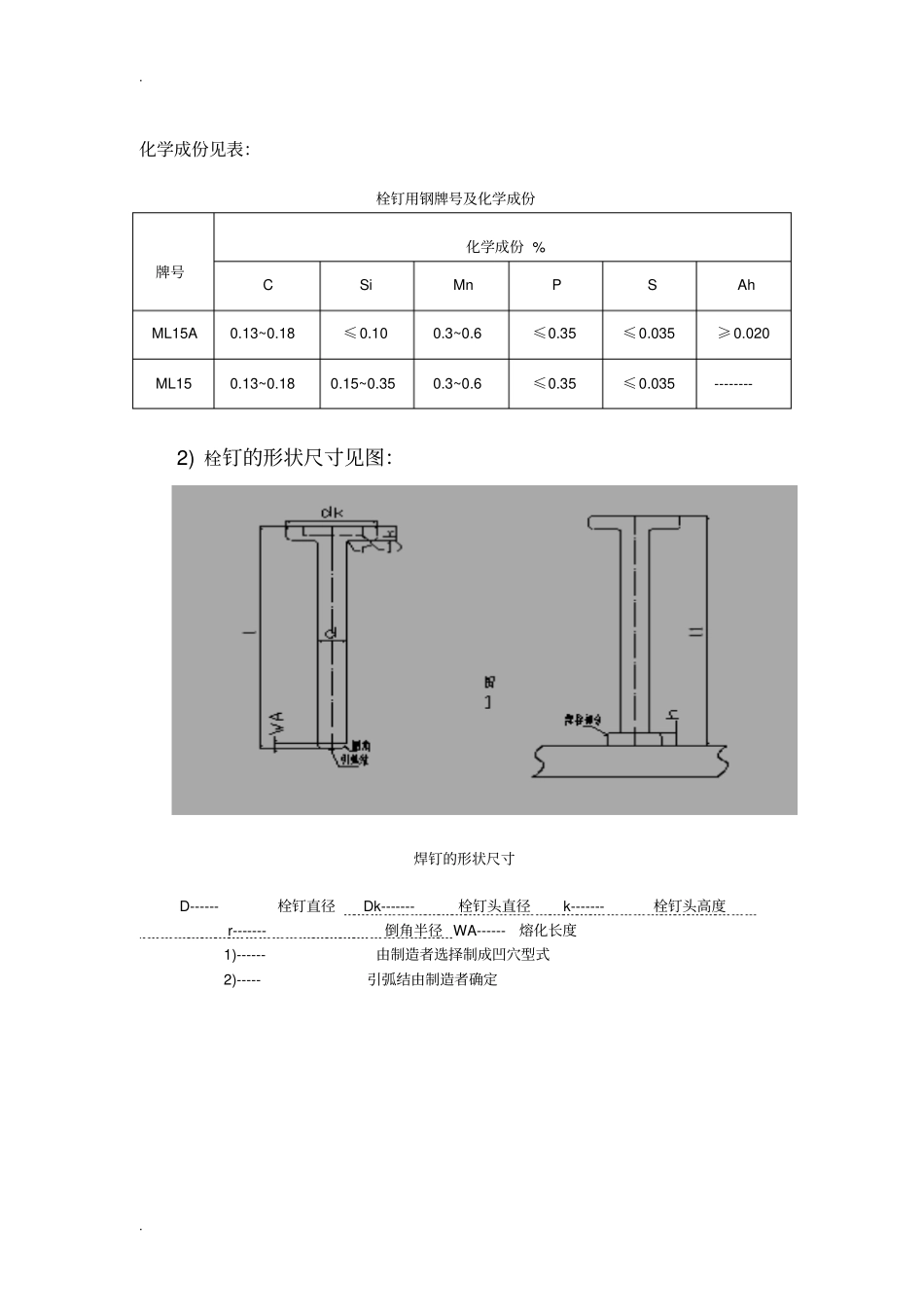
035 -------- 2) 栓钉的形状尺寸见图:焊钉的形状尺寸 D------栓钉直径 Dk-------栓钉头直径 k-------栓钉头高度 r-------倒角半径 WA------熔化长度 1)------由制造者选择制成凹穴型式 2)-----引弧结由制造者确定
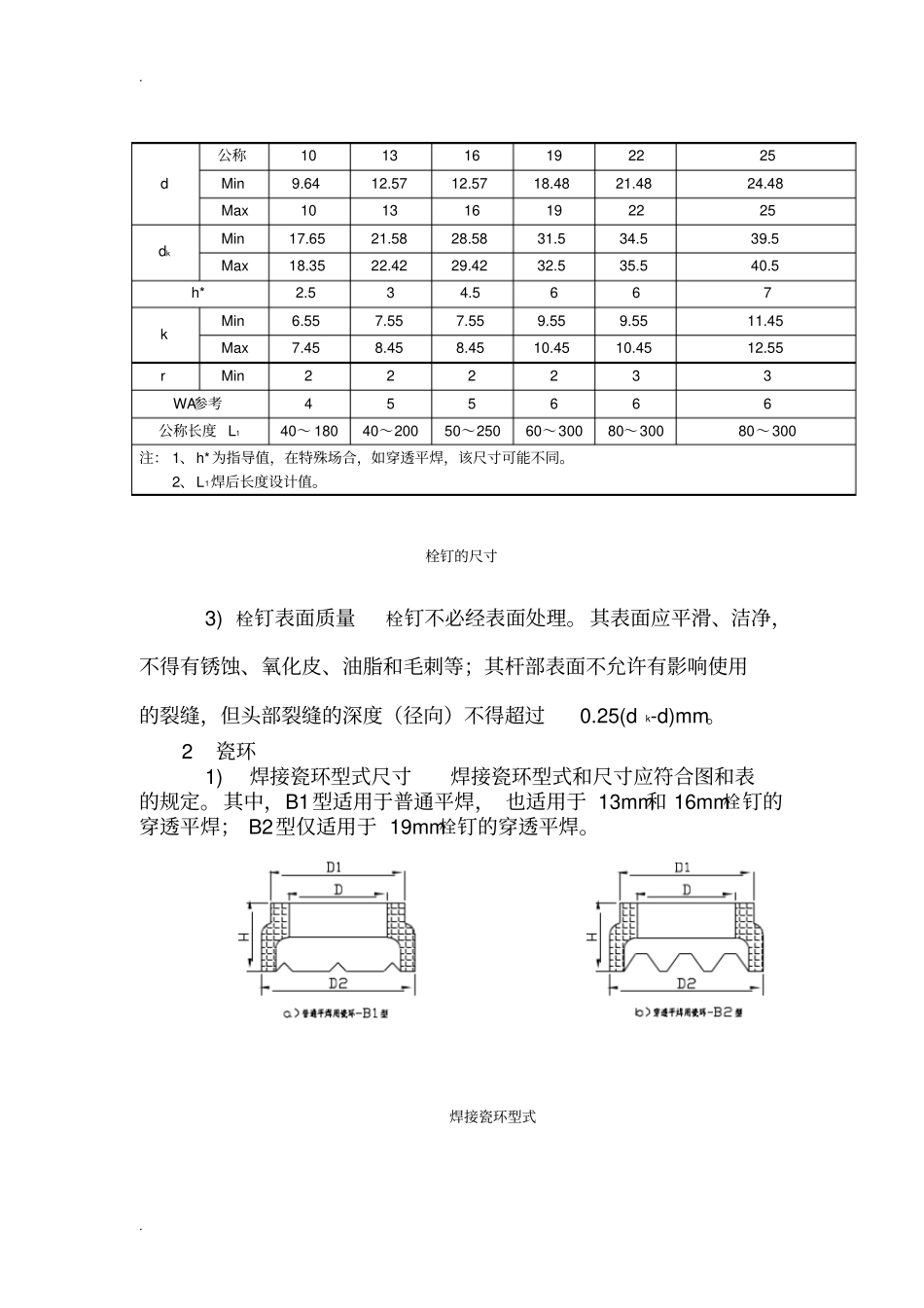
栓钉的尺寸3) 栓钉表面质量栓钉不必经表面处理
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0
25(dk-d)mm
2 瓷环1) 焊接瓷环型式尺寸焊接瓷环型式和尺寸