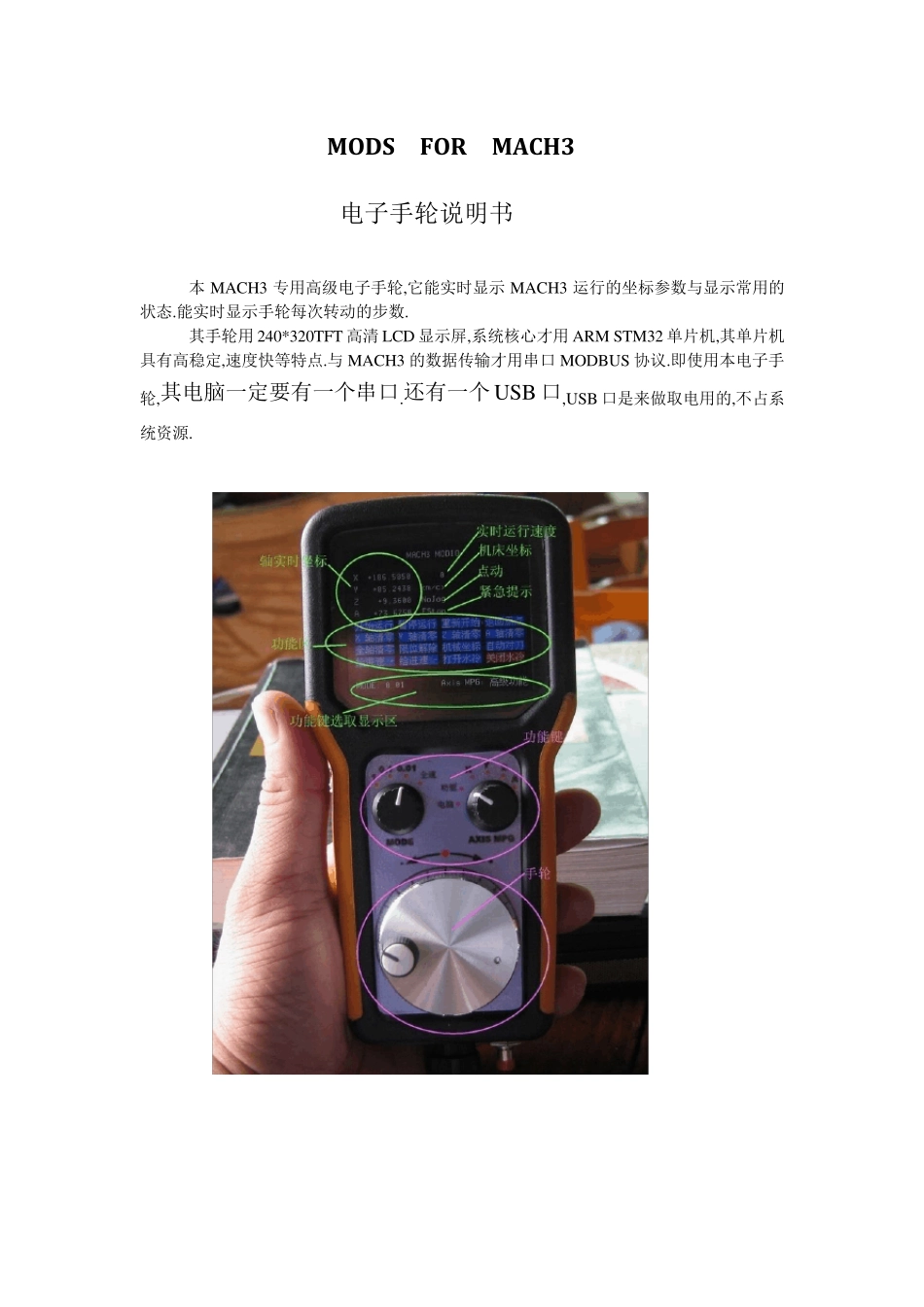
MODS FOR MACH3 电子手轮说明书 本MACH3 专用高级电子手轮,它能实时显示MACH3 运行的坐标参数与显示常用的状态
能实时显示手轮每次转动的步数
其手轮用240*320TFT 高清LCD 显示屏,系统核心才用ARM STM32 单片机,其单片机具有高稳定,速度快等特点
与MACH3 的数据传输才用串口MODBUS 协议
即使用本电子手轮,其电脑一定要有一个串口
还有一个 USB 口,USB 口是来做取电用的,不占系统资源
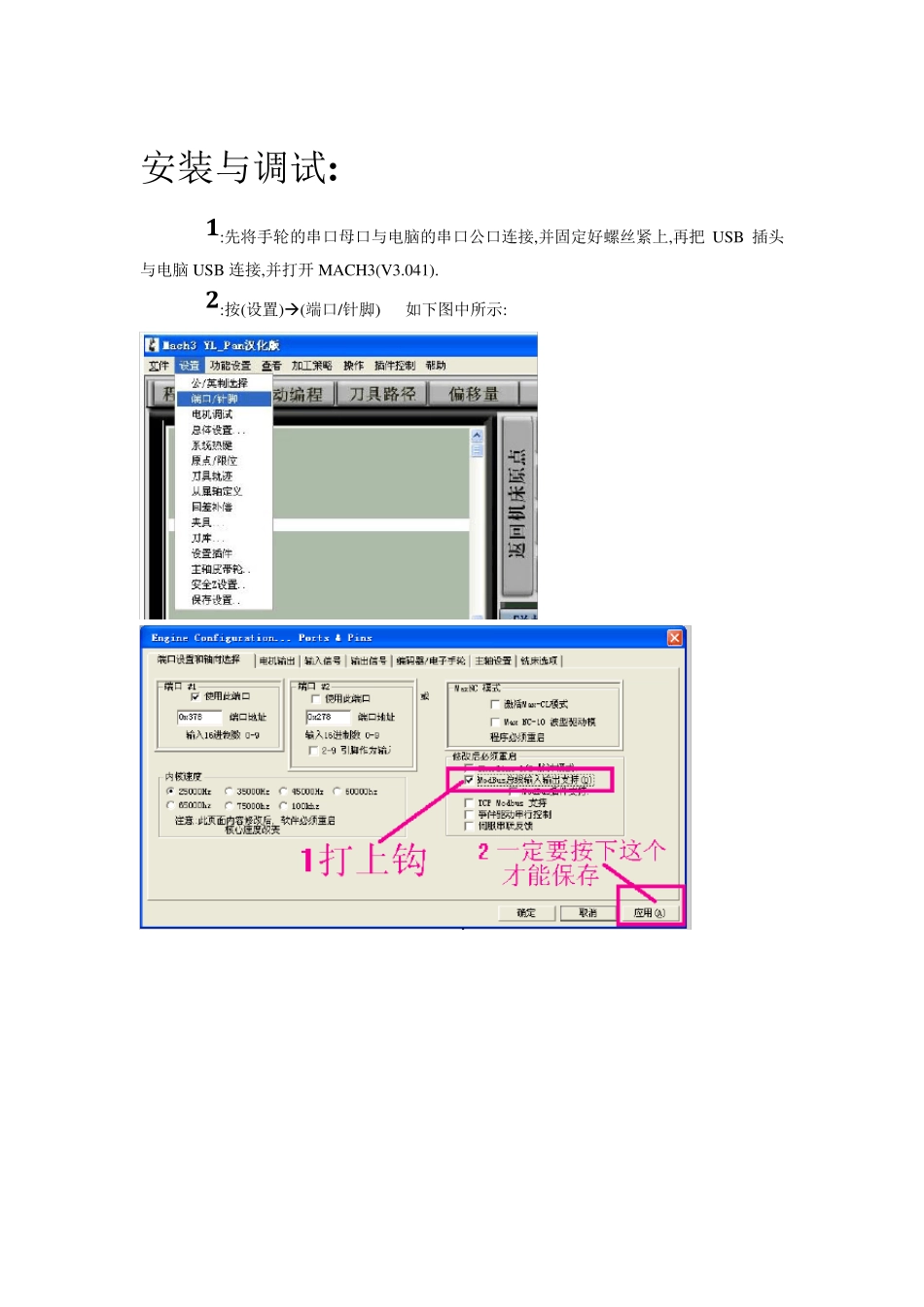
安装与调试: 1:先将手轮的串口母口与电脑的串口公口连接,并固定好螺丝紧上,再把 U SB 插头与电脑U SB 连接,并打开 MACH3(V 3
2:按(设置)(端口/针脚) 如下图中所示: 先按上图所示设定,在编码器/电子手轮说明有详述
84 版本请重新启动 MACH3
3:设置 ModBus 控制: 超时时间在超时的时间设置说明有详述 4:将脚本文件Macropump
m1s 复制到C:\Mach3\macros\Mach3Mill 文件夹里,如果MACH3 装在其它盘,请拷在所在的文件夹下的\Mach3\macros\Mach3Mill 文件夹里
5:总体设置: 6: 重新启动MACH3,后按键盘上的 TAB 键呼出手轮图: 这时转动手轮上的功能键,MACH3 上的手轮图指示会相应改变
编码器/电子手轮说明: Cou nts/Unit 是指手轮每转动N 格才算一步,比如写上2,档位在 0
1 时,这时要转两格才进 0
Velocity 是全速时的速度,输入数字大,手摇控制的轴速度小,反之越大
超时的时间设置说明: 当正确设置会显示No error 提示,如出现Receive Timeout 提示,那很表示没有设置好参数或手轮没接好,请重新按每步来做
No error 与 Receive Ti