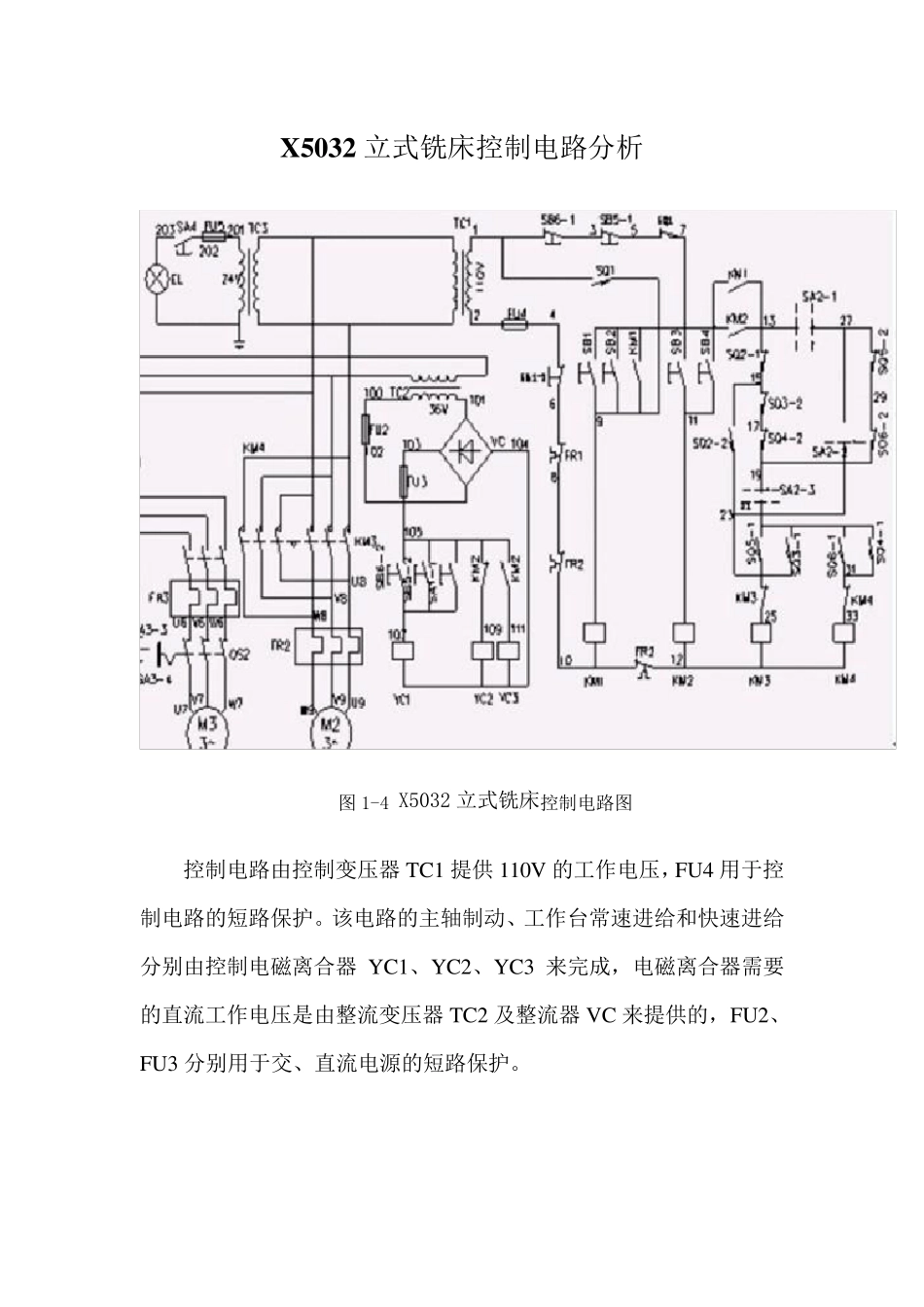
X 5032 立式铣床控制电路分析 图1-4 X5032 立式铣床控制电路图 控制电路由控制变压器TC1 提供110V 的工作电压,FU4 用于控制电路的短路保护
该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离合器YC1、YC2、YC3 来完成,电磁离合器需要的直流工作电压是由整流变压器TC2 及整流器VC 来提供的,FU2、FU3 分别用于交、直流电源的短路保护
1.主轴电动机 M1 的控制 M1 由交流接触器KM1 控制,在机床的两个不同位置各安装了一套启动和停止按钮:SB2 和SB6 装在床身上,SB1 和SB5 装在升降台上
对M1 的控制包括主轴的启动、制动、换刀制动和变速冲动
①启动:在启动前先按照顺铣或逆铣的工艺要求,用组合开关SA3 预定M1 的转向
按一下SB1 或SB2→KM1 线圈通电并自锁→主轴电动机M1 启动运行,标号(7-13)闭合→确保在M1 启动后 M2 才能启动运行
②停机与制动:按下SB5 或SB6→KM1 线圈断电,电磁铁 YC1通电→主轴电动机M1 停止并制动
制动电磁离合器YC1 装在主轴传动系统与 M1 转轴相连的传动轴上,当 YC1 通电吸合时,将摩擦片压紧,对M1 进行制动
停转时,应按住 SB5 或SB6 直至主轴停转才能松开,一般主轴的制动时间不超过 0
③主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的
在需要变速时,将变速手柄拉出,转动变速盘调节所需的转速,然后再将变速柄复位
手柄复位时,瞬间压动行程开关SQ1,手柄复位后,SQ1 也随之复位
在SQ1 动作瞬间,SQ1 的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制KM1→M1,使得齿轮转动一下以利于啮合; 如 果 点动一次 齿轮还 不能啮合,可 以重 复进行上述 动作
④主轴换刀控制:在上刀或换刀时,主轴应处于制动状