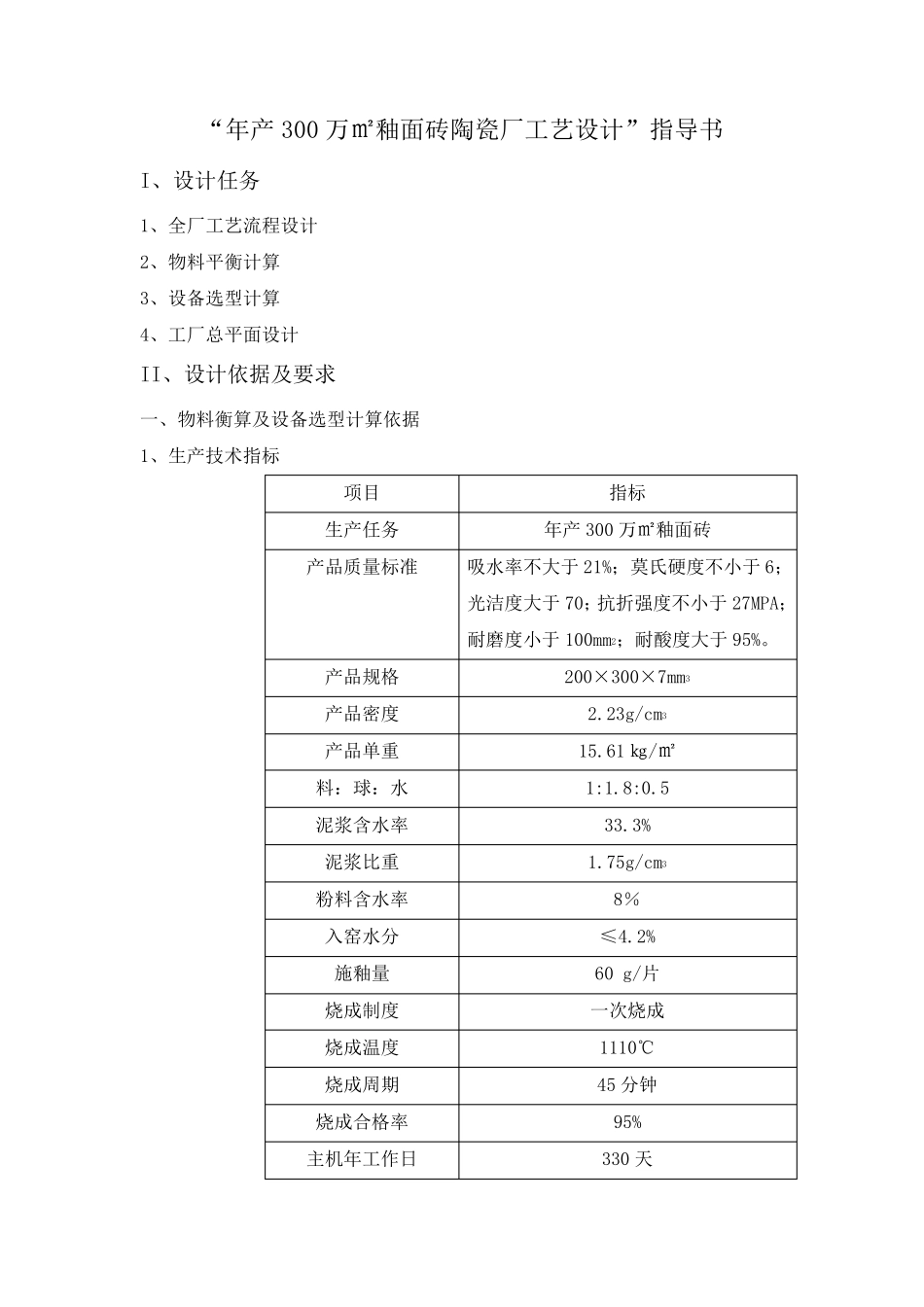
“年产300 万㎡釉面砖陶瓷厂工艺设计”指导书 I、设计任务 1、全厂工艺流程设计 2、物料平衡计算 3、设备选型计算 4、工厂总平面设计 II、设计依据及要求 一、物料衡算及设备选型计算依据 1、生产技术指标 项目 指标 生产任务 年产300 万㎡釉面砖 产品质量标准 吸水率不大于21%;莫氏硬度不小于6;光洁度大于70;抗折强度不小于27MPA;耐磨度小于100mm2;耐酸度大于95%
产品规格 200×300×7mm3 产品密度 2
23g/cm3 产品单重 15
61 ㎏/㎡ 料:球:水 1:1
5 泥浆含水率 33
3% 泥浆比重 1
75g/cm3 粉料含水率 8% 入窑水分 ≤4
2% 施釉量 60 g/片 烧成制度 一次烧成 烧成温度 1110℃ 烧成周期 45 分钟 烧成合格率 95% 主机年工作日 330 天 2、各工序工艺参数 项目 指标(%) 检选包装损失率 2 烧失率 5 烧成废品率 5 储坯破损率 2 施釉破损率 1 施釉(釉料)损失率 2 干燥破损率 1 成型破损率 2 喷雾干燥损失率 1 泥浆过筛除铁损失率 1 球磨损失率 1 原料储运损失率 1 喷干回坯率 1 成型回坯率 1 3、原料配比 坯料配方 原料 硅灰石 高岭土 气刀土 瓷石 石英 长石 % 35 20 15 15 5 10 三聚磷酸钠(外加):0
4% 高岭土含水率 12%、气刀土含水率 10% 釉料配方 原料 熔块 氧化锌 气刀土 % 85 10 5 4、原料加工主要工艺技术指标 工序 工序项目 主要指标 球磨细度 万孔筛余