中密度纤维板生产工艺规程 编制: 审核: 批准: 2006 年11 月1 日颁布执行 第一版 主题:中密度纤维板生产工艺操作规程 第 次修改 以木质纤维或其他植物纤维为原料、施加胶粘剂、制成密度在450~88Kg/m3 范围的板材称为中密度纤维板
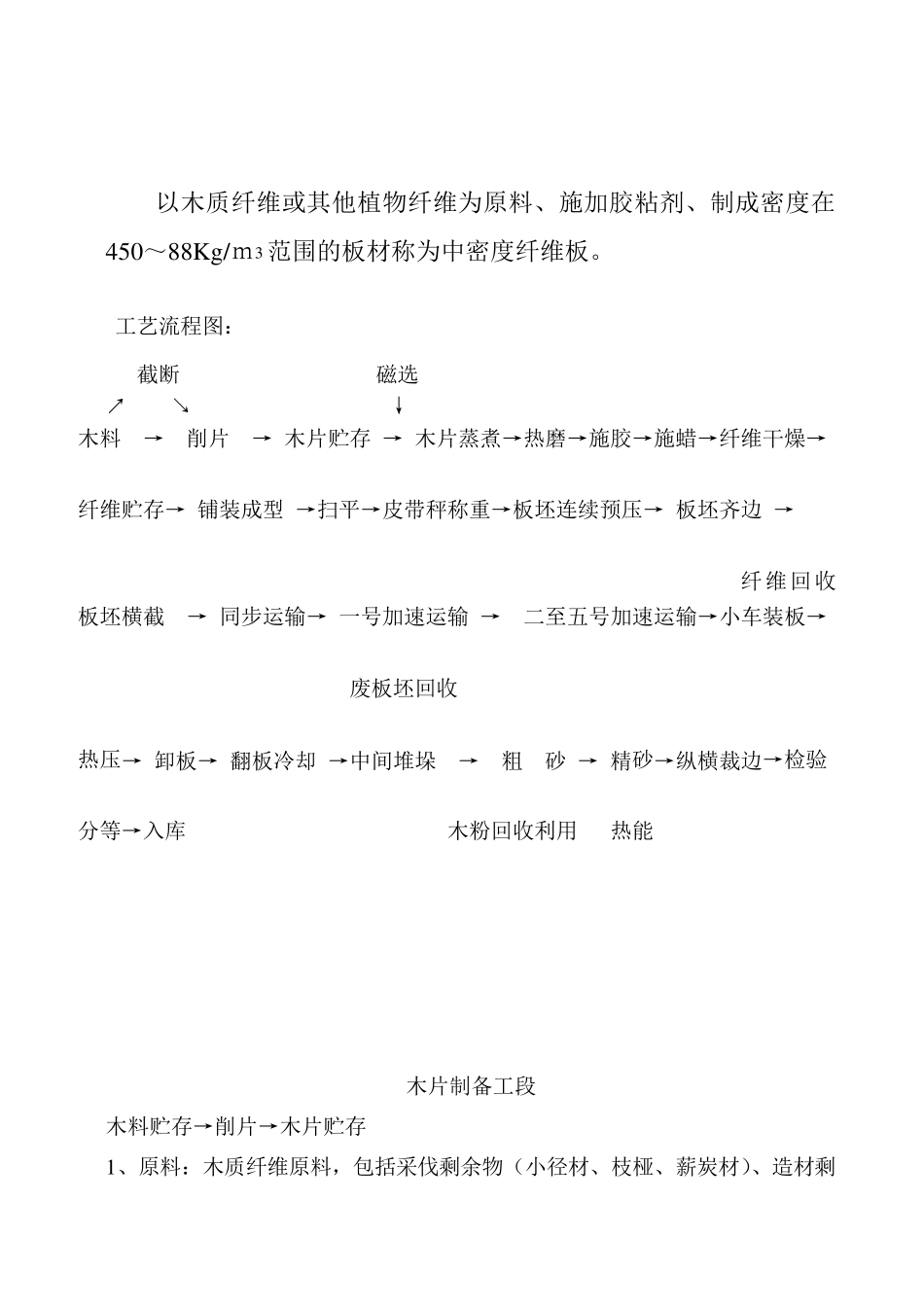
工艺流程图: 截断 磁选 ↗ ↘ ↓ 木料 → 削片 → 木片贮存 → 木片蒸煮→热磨→施胶→施蜡→纤维干燥→ 纤维贮存→ 铺装成型 →扫平→皮带秤称重→板坯连续预压→ 板坯齐边 → 纤维回收 板坯横截 → 同步运输→ 一号加速运输 → 二至五号加速运输→小车装板→ 废板坯回收 热压→ 卸板→ 翻板冷却 →中间堆垛 → 粗 砂 → 精砂→纵横裁边→检验 分等→入库 木粉回收利用 热能 木片制备工段 木料贮存→削片→木片贮存 1、原料:木质纤维原料,包括采伐剩余物(小径材、枝桠、薪炭材)、造材剩余物(截头)、加工剩余物(板皮、木芯、碎单板及其他下脚料)、以及回收的废旧木材等,要求木材密度在 0
6g/cm 3 之间,PH=4
常见不能用的树种有: 大叶桉(胶树)、柠檬桉、相思树、鸭脚木、木麻王等
2、原料贮存场地应平坦,并且要有良好的排水条件,原料堆垛之间留有一定的间隔,保证原料的良好通风与干燥
为了装卸方便,人工搬运的原料堆高度在 2
5m 之间,由机械搬运,允许料堆高度达 10m 以上
3、木料进入削片机前要求清除上面铁质等杂物,以免损坏刀片
进鼓式削片机的原料尺寸:直径或厚度小于160m m
弯曲太大的和超过要求尺寸的木料,应从弯曲处截断或改小符合要求后再进削片机
4、鼓式削片机的两片飞刀的伸出量应相同,以保证飞刀与底刀的距离相一致,飞刀与底刀之间的距离保证在 0
加工较厚的厚料时,可将飞刀与底刀的距离适当调大些(1-2m m )
5、刀片要经常更换和研磨,