1欢迎下载注塑机安全调试指引前言:为了更规范、更合理、更快速地完成注塑工艺参数调试,提高注塑机和模具使用寿命、减少修机和修模时间、减少机位人手、减少耗材,提升产品质量和提高生产效率,最终确保生产顺利和稳定,特制定此份注塑机安全调试指引
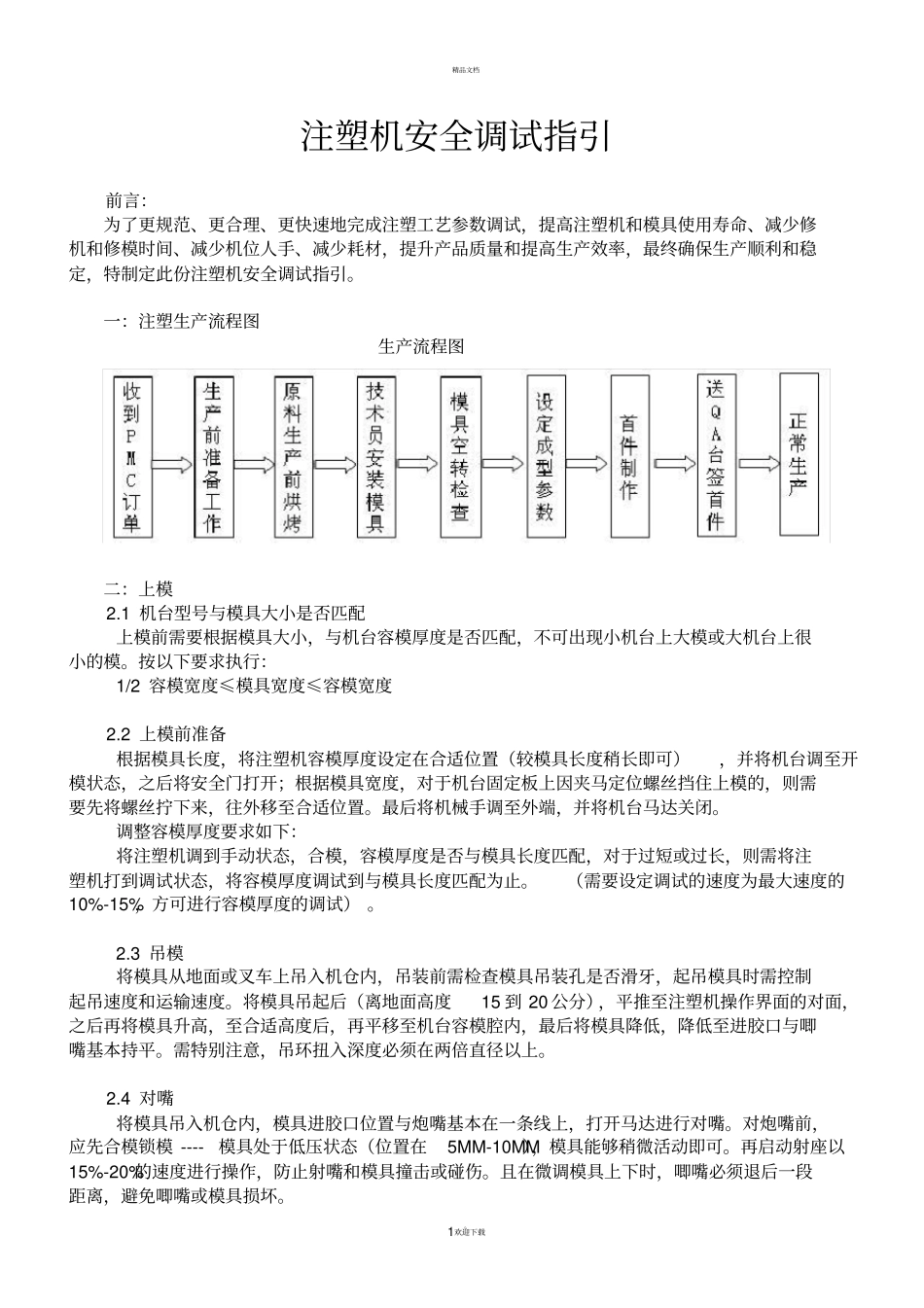
一:注塑生产流程图生产流程图二:上模2
1 机台型号与模具大小是否匹配上模前需要根据模具大小,与机台容模厚度是否匹配,不可出现小机台上大模或大机台上很小的模
按以下要求执行:1/2 容模宽度≤模具宽度≤容模宽度2
2 上模前准备根据模具长度,将注塑机容模厚度设定在合适位置(较模具长度稍长即可),并将机台调至开模状态,之后将安全门打开;根据模具宽度,对于机台固定板上因夹马定位螺丝挡住上模的,则需要先将螺丝拧下来,往外移至合适位置
最后将机械手调至外端,并将机台马达关闭
调整容模厚度要求如下:将注塑机调到手动状态,合模,容模厚度是否与模具长度匹配,对于过短或过长,则需将注塑机打到调试状态,将容模厚度调试到与模具长度匹配为止
(需要设定调试的速度为最大速度的10%-15%,方可进行容模厚度的调试)
3 吊模将模具从地面或叉车上吊入机仓内,吊装前需检查模具吊装孔是否滑牙,起吊模具时需控制起吊速度和运输速度
将模具吊起后(离地面高度15 到 20 公分),平推至注塑机操作界面的对面,之后再将模具升高,至合适高度后,再平移至机台容模腔内,最后将模具降低,降低至进胶口与唧嘴基本持平
需特别注意,吊环扭入深度必须在两倍直径以上
4 对嘴将模具吊入机仓内,模具进胶口位置与炮嘴基本在一条线上,打开马达进行对嘴
对炮嘴前,应先合模锁模 ----模具处于低压状态(位置在5MM-10MM),模具能够稍微活动即可
再启动射座以15%-20%的速度进行操作,防止射嘴和模具撞击或碰伤
且在微调模具上下时,唧嘴必须退后一段距离,避免唧嘴或模具损坏