关于对刀仪的使用对刀仪是一种刀尖检测装置,在刀具更换、磨损时可以通过对刀仪检测刀具长度的变化值重新定义经过更换、磨损刀具的加工基准
使用对刀仪进行对刀,精度容易保证,稳定性好,减少了人工对刀的劳作和不稳定性,极大的提高了数控加工的质量和效率
因此,在数控加工中的应用也越来越广泛
作为精雕操作工就必须对对刀仪的工作原理以及整个使用过程都能理解和掌握,而从目前学员学习的情况上看,基本上的学员都能够使用对刀仪进行对刀,但是对于对刀仪的各项内容特别是工作原理在理解上显得较为吃力,而且在使用的过程中对一些注意事项并没有过多的进行关注,特别是初次使用对刀仪的时候,自己以为用得很熟悉了,要用到对刀仪的时候马上就进行自动对刀了,结果往往出现一些问题,针对这一点,我们在培训时必须较为系统的进行讲解,加强学员在理解力上的培养
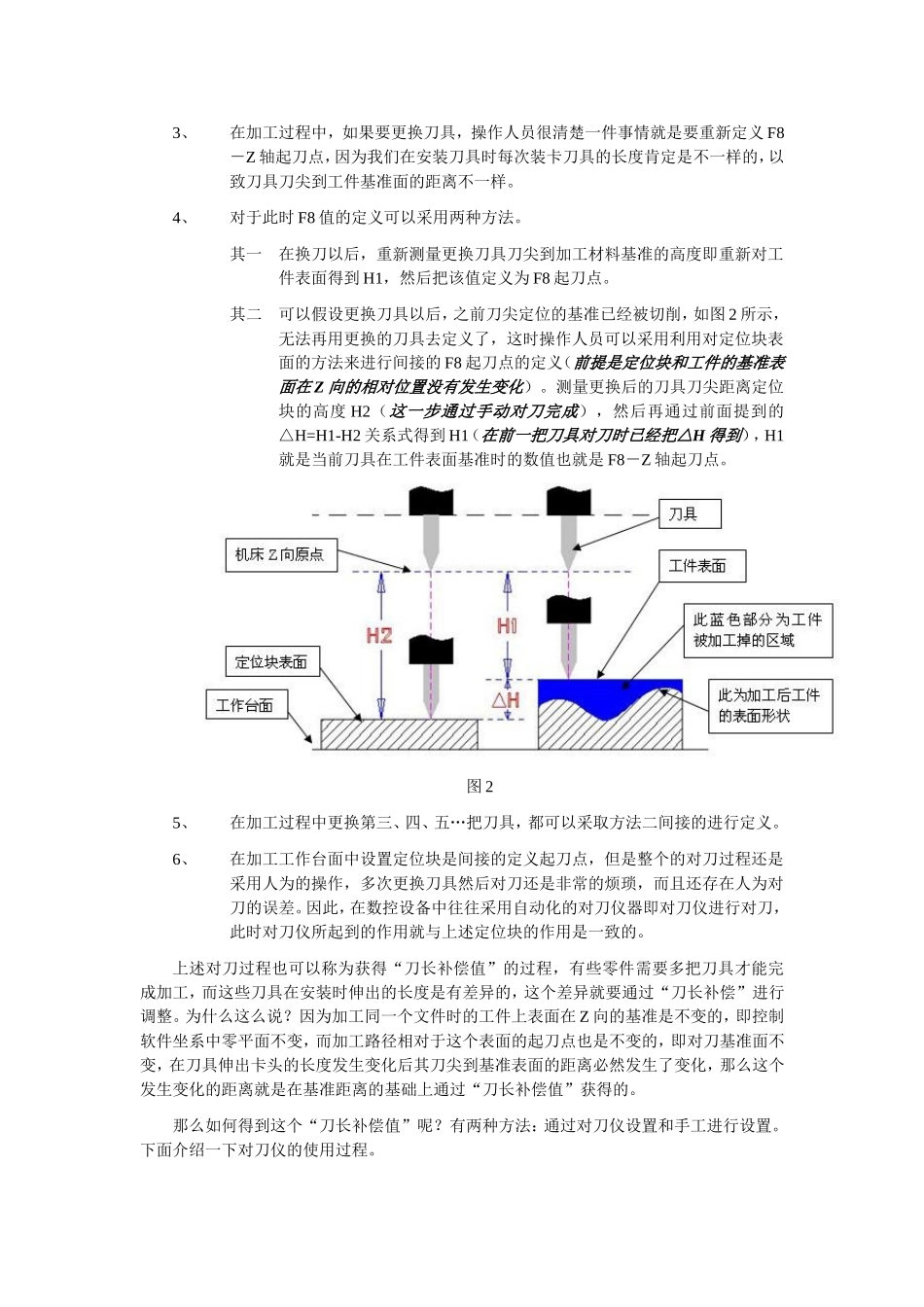
下面按照“对刀仪工作原理”、“对刀仪使用过程及其注意事项”和“对刀仪的安装”三部分进行介绍,其中“对刀仪的使用过程和注意事项”是重点要学习和掌握的
一对刀仪的工作原理对刀仪的工作原理一般理解为:检测前后两把刀具装夹时伸出夹头的长度差(即刀长补偿),然后通过这个差值对F8-Z轴起刀点进行修改
如果后一把刀具装夹得长些,那么后把刀具的F8值就应该在前一把刀具F8值的基础上减去这个差值,否则加上(关于加减的运用,在精雕机床上是因为刀具向下运动为正值,刀具刀尖越在下Z值越大,如果刀具较长,那么刀尖到对刀表面的距离就减少了,那么其Z值也就相应的减小)
通过对刀仪的对刀修正,后一把刀具的刀尖到基准表面时的Z向坐标(即F8值)就确定了下来,或者说修正后的F8值就是当前刀具刀尖在基准面(即零平面)时的Z向坐标
对刀仪的工作原理从定义上理解较抽象,操作人员也可以按照下面的思路来加深理解:1、我们可以假设对刀仪就是一块标准的定位块,另外,加工材料和定位块安装在机床的台面以后,高度肯定是不一样