、编制说明焊缝进行热处理的目的是清除焊缝的残余应力,使氢逸出,防止焊接区裂纹,改善焊缝机械性能
其手段可通过炉内整体热处理和现场局部热处理
局部热处理在石化装置的塔类容器和工艺管道上广泛应用,技术已非常成熟
我公司从年开始,采用型电脑温控设备对大型储罐人孔、接管焊缝进行现场局部热处理,效果很好
通过硬度检测完全符合热处理质量要求
在本工程中拟采用履带式高铝瓷电加热器和绳状加热器,进行局部热处理
二、电加热热处理工艺原理利用高铝瓷电加热器固定于焊缝及周边罐壁和接管上,通过热电偶与电脑自动温控记录设备连接,按工艺要求向温控设备输入热处理工艺曲线,热处理运行后,由设备按输入工艺曲线自动控温、跟踪,运行状态若超出设定的温度警报范围,设备发出警报信息,可由人工进行调节,保证热处理工艺曲线的正确性
三、电加热热处理特点、工艺简单可靠,操作方便、稳定
、长条行履带式电加热器和绳状电加热器配合,适用于环状部位的焊缝,加热板、绳与焊缝、加热区贴合紧密,热处理质量高
、使用温控设备,温度控制精度高,测温误差 W5°C
、热处理与主体安装同时进行,可缩短工期
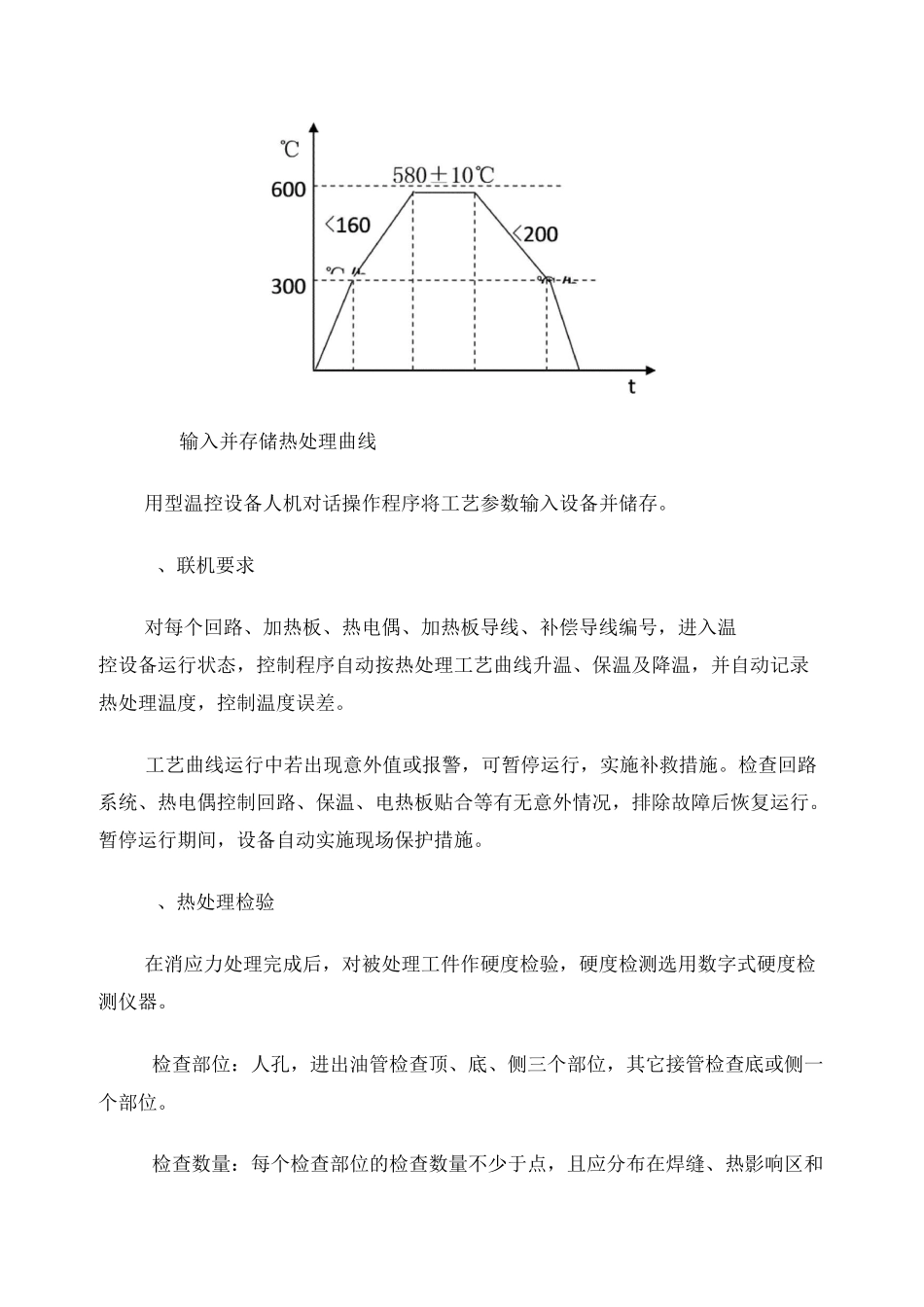
四、局部热处理施工方案最短保温时间:300C 以上升温速度:<160C/h1、热处理前检验按工艺要求,热处理前应先对接管及补强板焊缝进行着色检查,补强板还需做气密检验,合格后再进行热处理
、热处理加固热处理前对 DN±500mm 的人孔、进出油孔,用 Z100 角钢进行防变形加固
3、电加热板、绳固定绳状电加热器用缠绕法固定在人孔脖、进出油管角缝位置,履带式矩形加热板用保温钉绑扎钢丝固定于补强板和壁板上,采用罐壁内外双面布置
、安装热电偶热电偶采用点焊于壁板上的带槽螺母、螺栓压紧固定
热电偶测温点布置:接管角焊缝位置在罐壁内、外各一点,交错布置,补强板焊缝位置在罐外对称布置点
5、保温保温材料选用硅酸铝纤维毡,保温厚度 100150mm 保