1 关于弯曲余量和展开长度 弯曲余量是一种用来计算构建特定半径和角度折弯所需的平整钣金件展开长度的方法
计算考虑了钣金件厚度、折弯半径、折弯角度及其它材料属性(如 Y 和 K 因子)
展开长度计算还对折弯区域中的拉伸进行了补偿
当折弯或成形钣金件时,中性折弯轴外的材料通常受拉伸,中性折弯轴内侧的材料受压缩
通过建立适当的材料说明和精确计算展开长度的公式,可自动考虑此材料特性
精确的展开长度计算可用来在实体模型中捕捉设计意图,还可开发出制造商在制造实际产品时可使用的精确展平模型
养成先确定如何计算展开长度的习惯
使用以下方法之一来在设计中计算展开长度: 1
系统缺省方程 (System default equation) - 只用 Y 或 K 因子计算展开长度
提供的折弯表 (Provided bend table) - 用预定义的、标准折弯表计算展开长度
定制的折弯表 (Customized bend table) - 用在 Pro/Table 中定制的折弯表计算展开长度
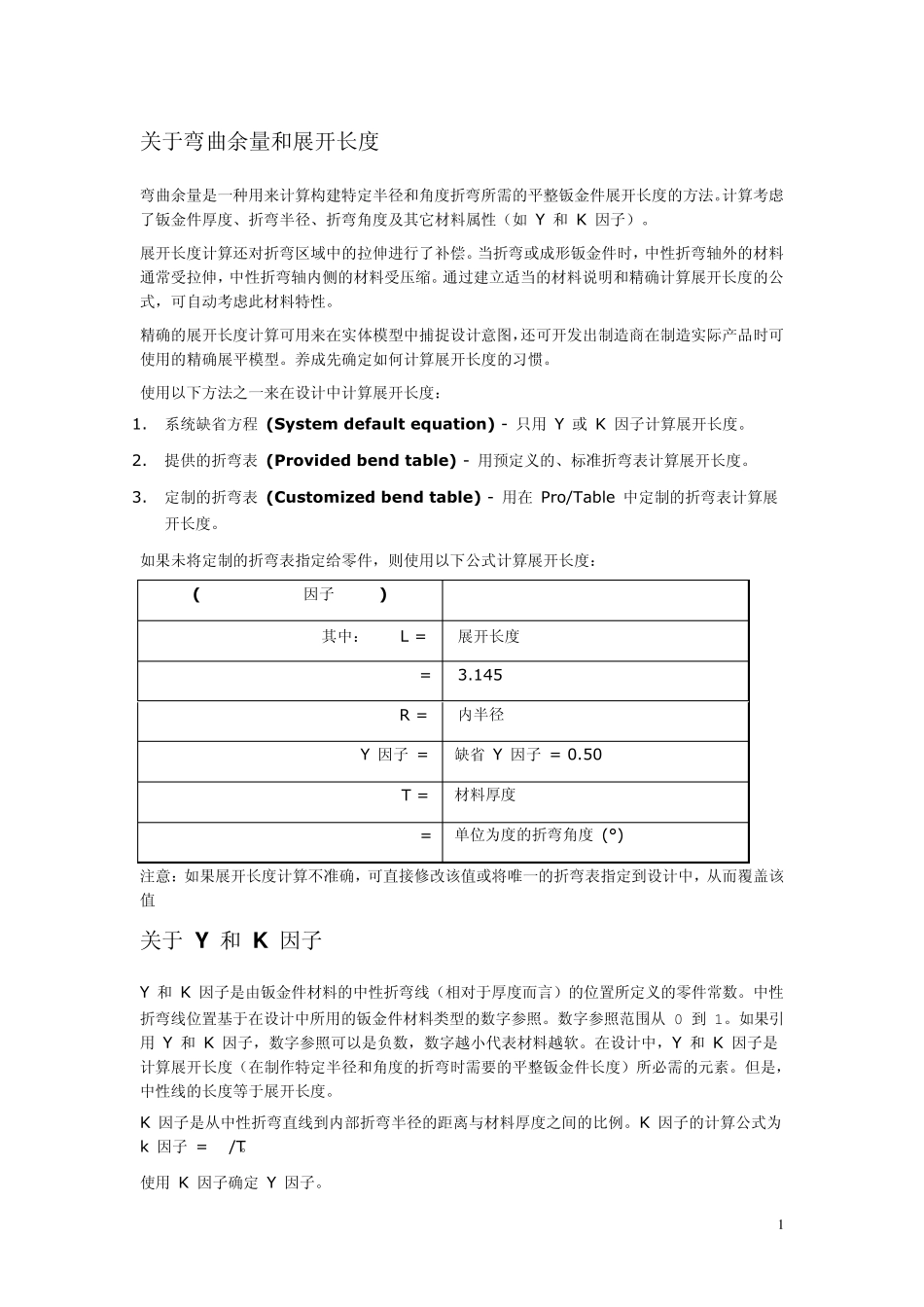
如果未将定制的折弯表指定给零件,则使用以下公式计算展开长度: L = (Π/2 x R + Y 因子 x T) Θ/90 其中: L = 展开长度 Π = 3
145 R = 内半径 Y 因子 = 缺省 Y 因子 = 0
50 T = 材料厚度 Θ = 单位为度的折弯角度 (°) 注意:如果展开长度计算不准确,可直接修改该值或将唯一的折弯表指定到设计中,从而覆盖该值 关于 Y 和 K 因子 Y 和 K 因子是由钣金件材料的中性折弯线(相对于厚度而言)的位置所定义的零件常数
中性折弯线位置基于在设计中所用的钣金件材料类型的数字参照
数字参照范围从 0 到 1
如果引用 Y 和 K 因子,数字参照可以是负数,数字越小代表材料越软
在设计中,Y 和 K 因子是计算展开长度(在制作特定半