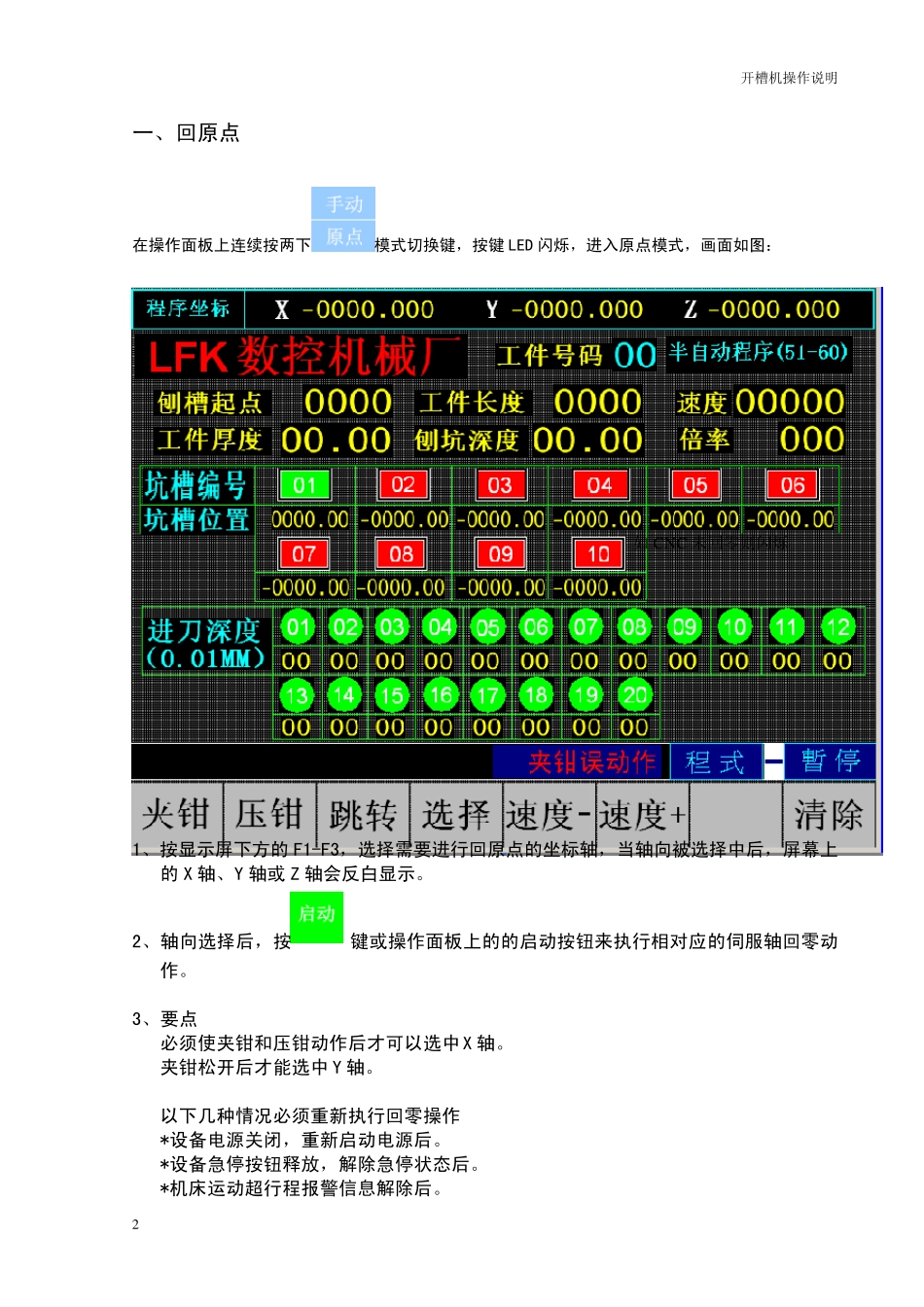
目 录 一、 回原点 2 二、 手动操作 3 三 H4CL编号 4 1、根据加工方式的不同,6 种编号方法 4 2、每种编号方式可保存的数据相对的程序(程序号码) 4 3、标准编号 4-6 4、变槽深加工编程 7 5、群组编程 8 6、50 槽编号 9-10 7、半自动编号 11-12 8、简易编号方式(61-70) 13 开槽机操作说明 2 一、回原点 在操作面板上连续按两下模式切换键,按键 LED 闪烁,进入原点模式,画面如图: 1、按显示屏下方的 F1-F3,选择需要进行回原点的坐标轴,当轴向被选择中后,屏幕上的 X 轴、Y 轴或 Z 轴会反白显示
2、轴向选择后,按键或操作面板上的的启动按钮来执行相对应的伺服轴回零动作
3、要点 必须使夹钳和压钳动作后才可以选中X 轴
夹钳松开后才能选中 Y 轴
以下几种情况必须重新执行回零操作 *设备电源关闭,重新启动电源后
*设备急停按钮释放,解除急停状态后
*机床运动超行程报警信息解除后
如 CNC 未回零则闪烁 开槽机操作说明 3 4、按显示屏下方的 F4-F5,执行夹钳和压钳的操作,当夹钳和压钳夹紧后,屏幕上的夹钳和压钳会反白显示
二、手动操作 按一下 模式切换键 ,进入手动模式,按键 LED 点亮, 画面如图: 1、按显示屏下方的 F1-F3,选择需要进行手动操作的坐标轴,当轴向被选择中后,屏幕上的 X 轴、Y 轴或 Z 轴会反白显示
2、轴向选择后,按操作面板上的 X+、X-,Y+、Y-或 Z+、Z-执行相应的轴向正或负动作
3、连续按 F6 键,可在连续、1、0
001 间转换
连续:按住手动键,轴向会一直动作
1:按手动键,轴向只执行 1mm 后停止
0.1:按手动键,轴向只执行 0
1mm 后停止
0.01:按手动键,轴向只执行 0
01mm 后停止
0.001:按