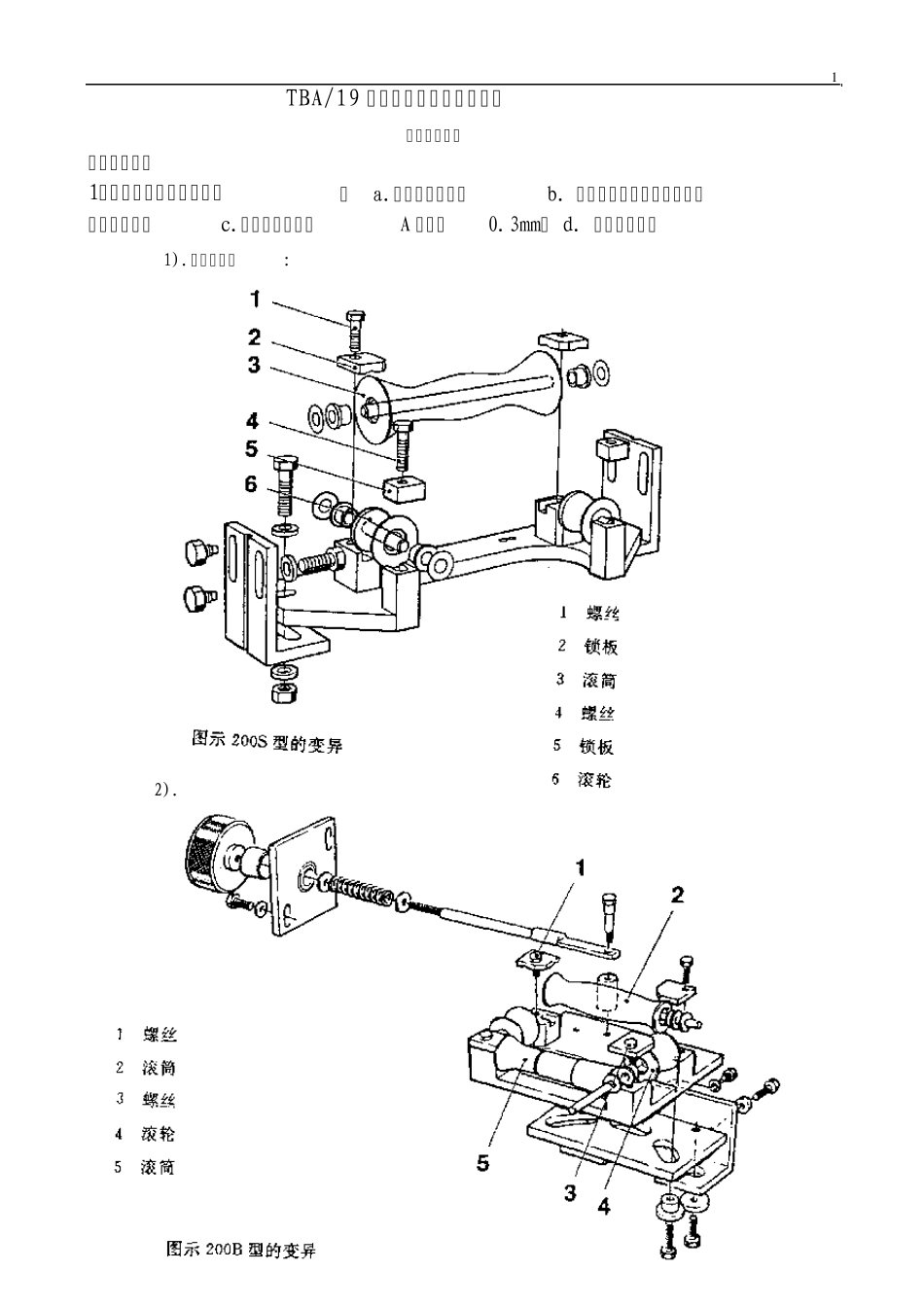
1 TBA/19 纸包机每周保养内容图解 (维修人员) 一.上部结构 1.纸管支撑和成形环滚轮: a
滚轮表面光滑;b
当机器为温热时,所有滚轮能自由转动;c
滚轮之间的间隙A 不大于0
3mm; d
上部成形环: 2)
活动成形环: 2 3)
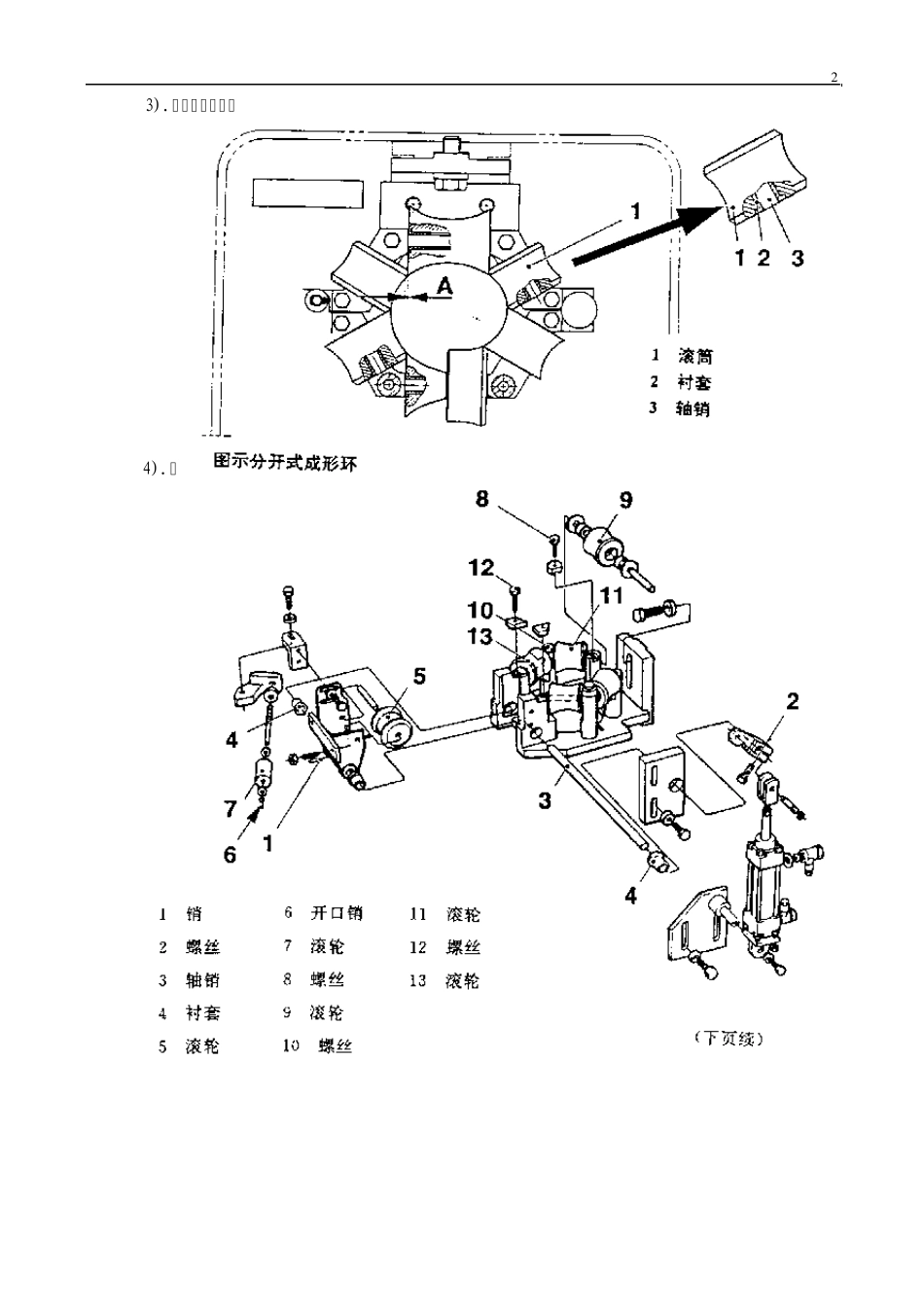
可分开成形环: 4)
下部成形环: 3 5)
支撑滚轮: 2
所有导向、转向滚筒: a
滚筒能自由转动;b
径向游隙不超过极限;c
表面光滑没有磨损
(注意所有滚筒轴承禁止使用普通黄油,只能用食品级润滑脂) 1)下导曲滚筒: 2 )
上导曲滚筒: 4 3.导曲滚筒(驱动): a
检查单向联结轴承,握住滚筒,向正常方向转动,试行反向转动;b
检查齿轮间啮合间隙不能过大;c
检查滚筒居中位置在1mm 之内
摺痕轮 4 )
导曲滚筒 5 4. 驳纸监测器(双层纸卷):a
感应开关功能正常;b
轴承转动灵活
注意:居中位置 6 5
清理双氧水喷注盅过滤网: 二.夹爪系统 1. 容量曲面件-容量凸轮:检查图示项目有无磨损,特别是(6),并在(6)接触表面涂抹润滑油脂
5mm 7 2. 拉耳凸轮和滚轮-设定;检查滚轮及凸轮之间的间隙为0
1mm,如不当 ,则调整(1)进行设定
3. 夹爪摺角翼件-设定(0
7mm):摇机到0/180 度,使图案校正气筒保持于拉出位置,用塞尺检查间隙A:如图: A=0
1mm 8 4. 夹爪间隙-设定(1. 5mm):机器角度80/260 度,用塞尺进行检查
5. 抓勾提升凸轮及滚轮-设定: a
置两层纸于夹爪间,手摇机至0/180 度,检查间隙A,如不正确,可按图进行加减垫片进行调整
05mm A=1
1mm A=0
1mm 9 检查此项的目的,是为了保证每对抓勾能正确扣合以及正确打开
为达到此目的,也