3-6 如图所示,在外圆磨床上磨削一根带有键槽的细长轴,已知机床的几何精度很高,但床头床尾的刚度不等(K 头>K 尾),试分析在只考虑到工艺系统受力变形的影响下,往复磨削一次后,被磨削轴颈在轴向、径向将产生何种形状误差
采取何种措施可提高加工后的形状精度
解: 由于磨除量和正压力较大,工件刚度较低,往复磨削一次会出现两头小、中间大的腰鼓形误差
且在时,靠近机床尾架处直径大于靠近头架处的直径
如砂轮在轴颈两端的超出量过大,会因砂轮与工件接触面积的变化,出现磨除量的差异,轴颈两端产生锥形误差
工件轴向的形状误差是上述三种形状误差的合成
在径向截面上,因轴向开有键槽,使轴颈在键槽对称平面内的刚度削弱,磨后会出现圆度误差;砂轮至槽口处,与工件的接触面积小,磨削力减小,靠弹性恢复使磨除量变大,磨后出现槽口塌陷
为提高形状精度,应适当增加无横向进给的磨削次数,控制砂轮在轴颈两端的超擦出量,并使砂轮在工件各处停留的时间均匀
4-11 如图所示的连杆上钻通孔φ D时
需要保证: (1)小头孔φ D对端面 A的垂直度公差 t; (2)小头孔φ D对不加工外圆壁厚的均匀性
试分析: 1)工序 尺 寸 的工序 基 准 ; 2)需 要 限 制 的第 一类 自 由 度
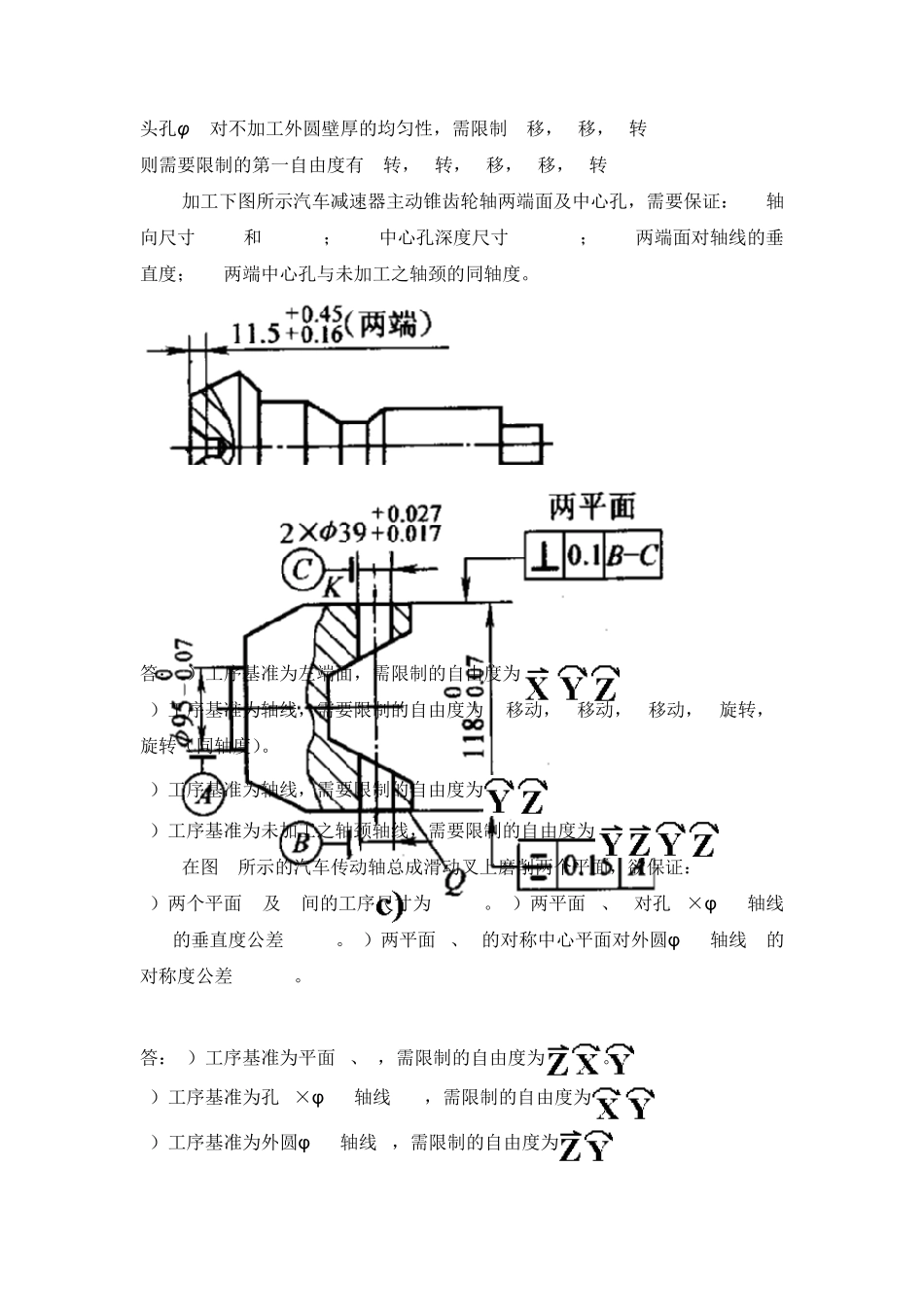
答:(1)工序尺寸φ D的工序基准是不加工外圆的轴线 (2)要保证小头孔φ D对端面 A的垂直度公差 t,需限制Y转,X转;要保证小头孔φ D对不加工外圆壁厚的均匀性,需限制X移,Y移,Z转 则需要限制的第一自由度有Y转,X转,X移,Y移,Z转 4-12加工下图所示汽车减速器主动锥齿轮轴两端面及中心孔,需要保证:(1)轴向尺寸47mm和300mm ; (2)中心孔深度尺寸11
5mm ; (3)两端面对轴线的垂直度;(4)两端中心孔与未加工之轴颈的同轴度
答:1)工序基准为左端面,需限制的自由度为 2)工序基准为轴线,