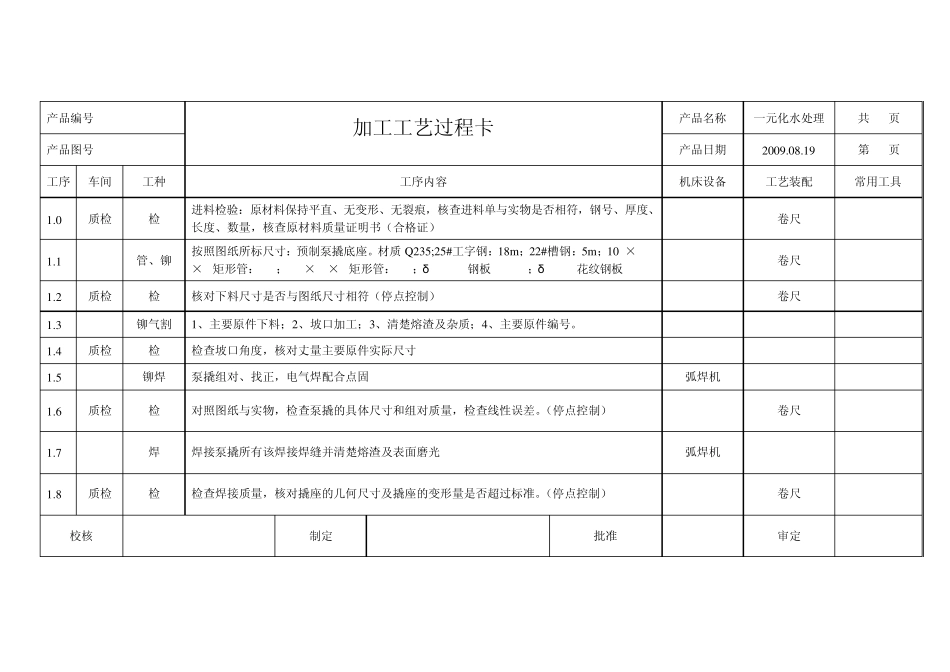
产品编号 加工工艺过程卡 产品名称 一元化水处理 共 页 产品图号 产品日期 2009
19 第 页 工序 车间 工种 工序内容 机床设备 工艺装配 常用工具 1
0 质检 检 进料检验:原材料保持平直、无变形、无裂痕,核查进料单与实物是否相符,钢号、厚度、长度、数量,核查原材料质量证明书(合格证) 卷尺 1
1 管、铆 按照图纸所标尺寸:预制泵撬底座
材质Q235;25#工字钢:18m;22#槽钢:5m;100×100×6矩形管:11m;100×50×5矩形管:11m;δ =12mm钢板 0
2m2 ;δ =5mm花纹钢板 7
4 m2 卷尺 1
2 质检 检 核对下料尺寸是否与图纸尺寸相符(停点控制) 卷尺 1
3 铆气割 1、主要原件下料;2、坡口加工;3、清楚熔渣及杂质;4、主要原件编号
4 质检 检 检查坡口角度,核对丈量主要原件实际尺寸 1
5 铆焊 泵撬组对、找正,电气焊配合点固 弧焊机 1
6 质检 检 对照图纸与实物,检查泵撬的具体尺寸和组对质量,检查线性误差
(停点控制) 卷尺 1
7 焊 焊接泵撬所有该焊接焊缝并清楚熔渣及表面磨光 弧焊机 1
8 质检 检 检查焊接质量,核对撬座的几何尺寸及撬座的变形量是否超过标准
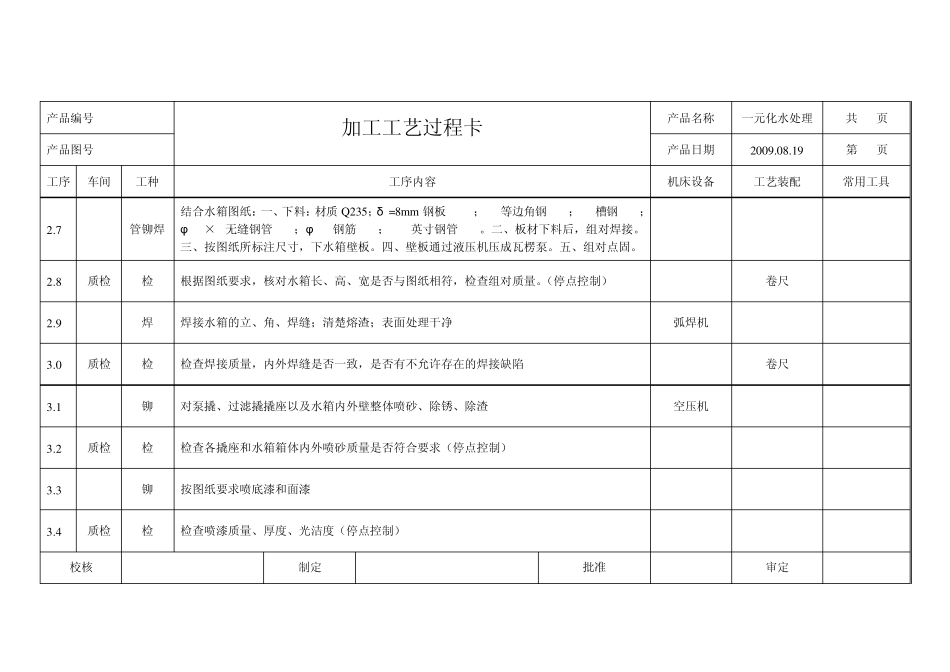
(停点控制) 卷尺 校核 制定 批准 审定 产品编号 加工工艺过程卡 产品名称 一元化水处理 共 页 产品图号 产品日期 2009
19 第 页 工序 车间 工种 工序内容 机床设备 工艺装配 常用工具 1
9 管、铆 按照图纸所标尺寸:下过滤撬底座
材质Q235;25#工字钢:37m;22#槽钢13m;100×100×6矩形钢管11m;100×50×5矩形钢管23m;δ =12mm钢板 0
2m2 ;δ =5mm花纹钢板 9 m2 δ =6mm花纹钢板 7
5 m2 卷尺 2
0 质检 检 核对下料尺寸是否与图纸尺寸相符