贝钢集团冷轧镀锌产品 包装操作规程及质量技术要求 根据国家冷轧产品包装的相关要求,结合本公司多年的包装经验及贝钢集团冷轧镀锌产品的相关特点,本着保证包装质量,降低生产成本的目的,特制定本包装方式及相关技术要求
一、规程和技术要求制定原则: 充分考虑冷轧镀锌产品销售距离的远近;产品的销售地域;仓储时间的长短;运输方式及运输条件;环境气候等客观因素对产品的影响,特制定以下三种基本产品包装方式:钢卷简包、钢卷普包、钢卷精包等
(今后根据产品生产情况和用户的需要,可进一步增加冷轧镀锌钢卷卧卷托架包装、极薄(厚度小于 0
35m m )镀锌卷立式包装等其他包装方式,现阶段暂不做该两种方式的考虑
)同时规定冷轧钢卷包装的操作方法和包装材料的规格及类型,确保冷轧镀锌钢卷包装满足存储和运输的质量要求
二、适用范围: 适用于唐山贝钢冷轧镀锌成品钢卷的包装
三、操作步骤、方法及步骤材料的尺寸、规格: 按照以下步骤可完成冷轧镀锌钢卷的包装,需特别强调的是,在包装过程中涉及防锈纸、卷芯纸及塑料薄膜的所有搭接部位必需用粘胶带粘接,使钢卷构成密封环境,达到最佳防锈效果
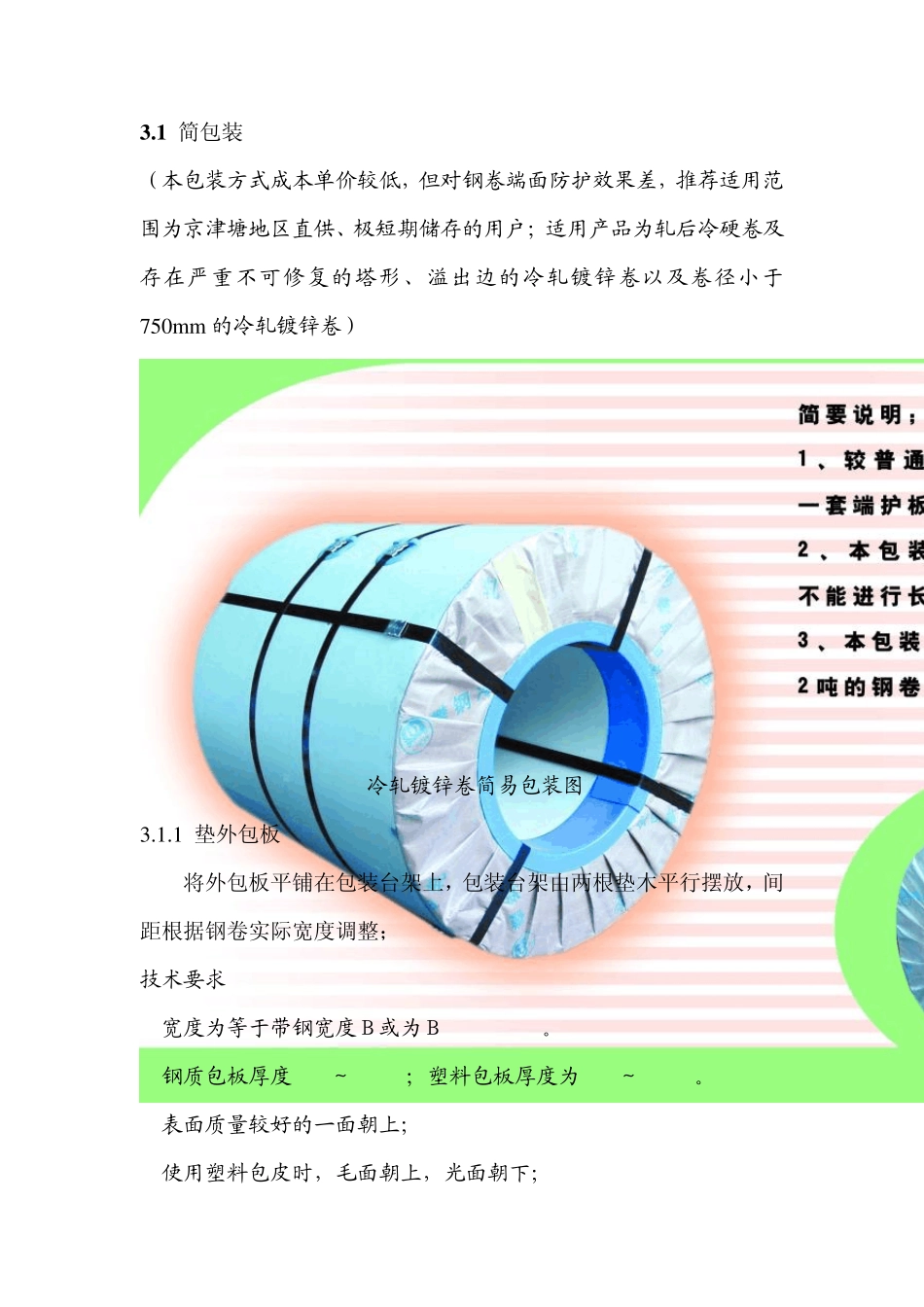
1 简包装 (本包装方式成本单价较低,但对钢卷端面防护效果差,推荐适用范围为京津塘地区直供、极短期储存的用户;适用产品为轧后冷硬卷及存在严重不可修复的塔形、溢出边的冷轧镀锌卷以及卷径小于750m m 的冷轧镀锌卷) 冷轧镀锌卷简易包装图 3
1 垫外包板 将外包板平铺在包装台架上,包装台架由两根垫木平行摆放,间距根据钢卷实际宽度调整; 技术要求: 1 宽度为等于带钢宽度B或为B+0 -50 mm
2 钢质包板厚度 0
6mm;塑料包板厚度为1
3 表面质量较好的一面朝上; 4 使用塑料包皮时,毛面朝上,光面朝下; 5 外包板的搭接量为150~200mm
2 铺防锈纸; 3