第 1 页 共 8 页焊接工艺评定报告焊接作业指导书编号JN-GX-2012-11焊接工艺评定报告编号JN-GX-2012-11焊接方法GTAW+SMAW 母材型号20# 母材规格Φ 108×4
5mm 焊接牌号ER50-6 JQ
TG50/E4303 J422 焊接位置6G 公司焊接责任工程师批准人批准日期2012 年 11 月 20 日广州迪森热能设备有限公司第 2 页 共 8 页焊接作业指导书单位名称:广州迪森热能设备有限公司编制人批准人签字焊接作业指导书编号JN-GX-2012-11 日期 2012
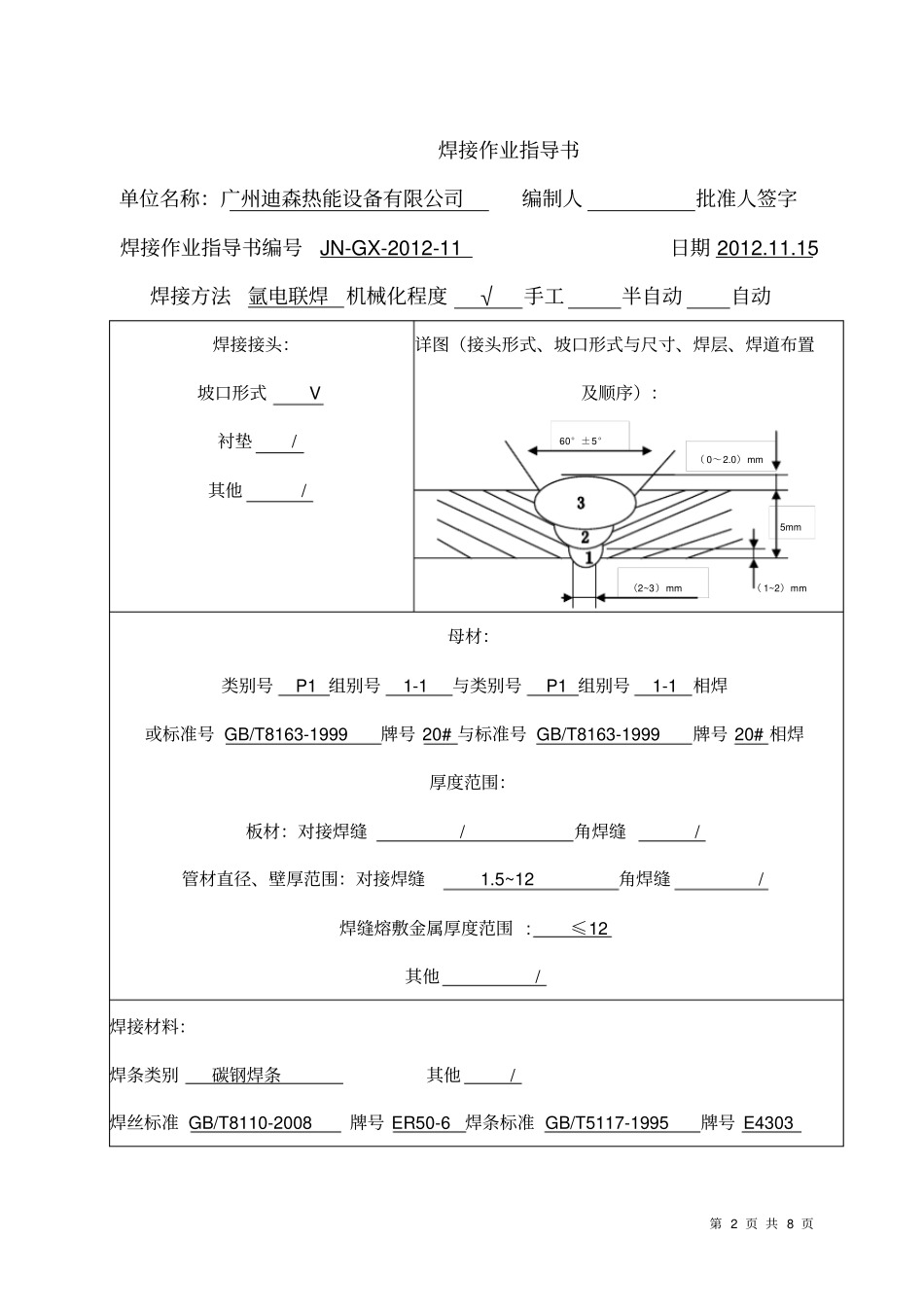
15焊接方法氩电联焊机械化程度√手工半自动自动焊接接头:坡口形式V 衬垫/ 其他/ 详图(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序):母材:类别号P1 组别号1-1 与类别号P1 组别号1-1 相焊或标准号 GB/T8163-1999牌号 20# 与标准号 GB/T8163-1999牌号 20# 相焊厚度范围:板材:对接焊缝/ 角焊缝/ 管材直径、壁厚范围:对接焊缝1
5~12 角焊缝/ 焊缝熔敷金属厚度范围 : ≤12 其他/ 焊接材料:焊条类别碳钢焊条其他/ 焊丝标准 GB/T8110-2008 牌号 ER50-6焊条标准 GB/T5117-1995牌号 E4303 ( 0~2
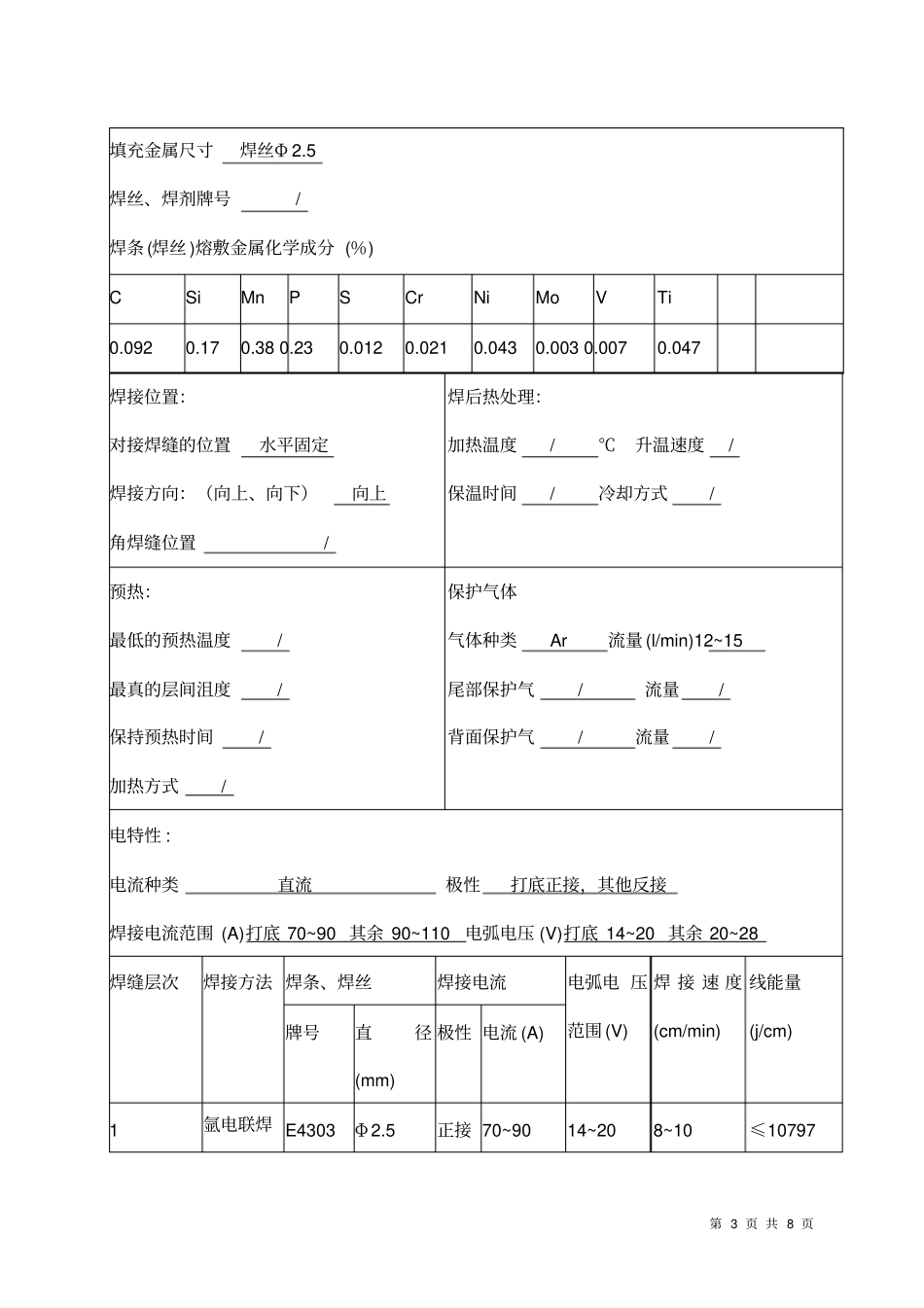
0)mm 5mm 60° ±5°(2~3)mm ( 1~2)mm 第 3 页 共 8 页填充金属尺寸焊丝Φ 2
5 焊丝、焊剂牌号/ 焊条 (焊丝 )熔敷金属化学成分 (%) C Si Mn P S Cr Ni Mo V Ti 0
047 焊接位置:对接焊缝的位置水平固定焊接方向:(向上、向下)向上角焊缝位置/ 焊后热处理:加热温度/ ℃升温速度/ 保温时间/ 冷却方式/ 预热: