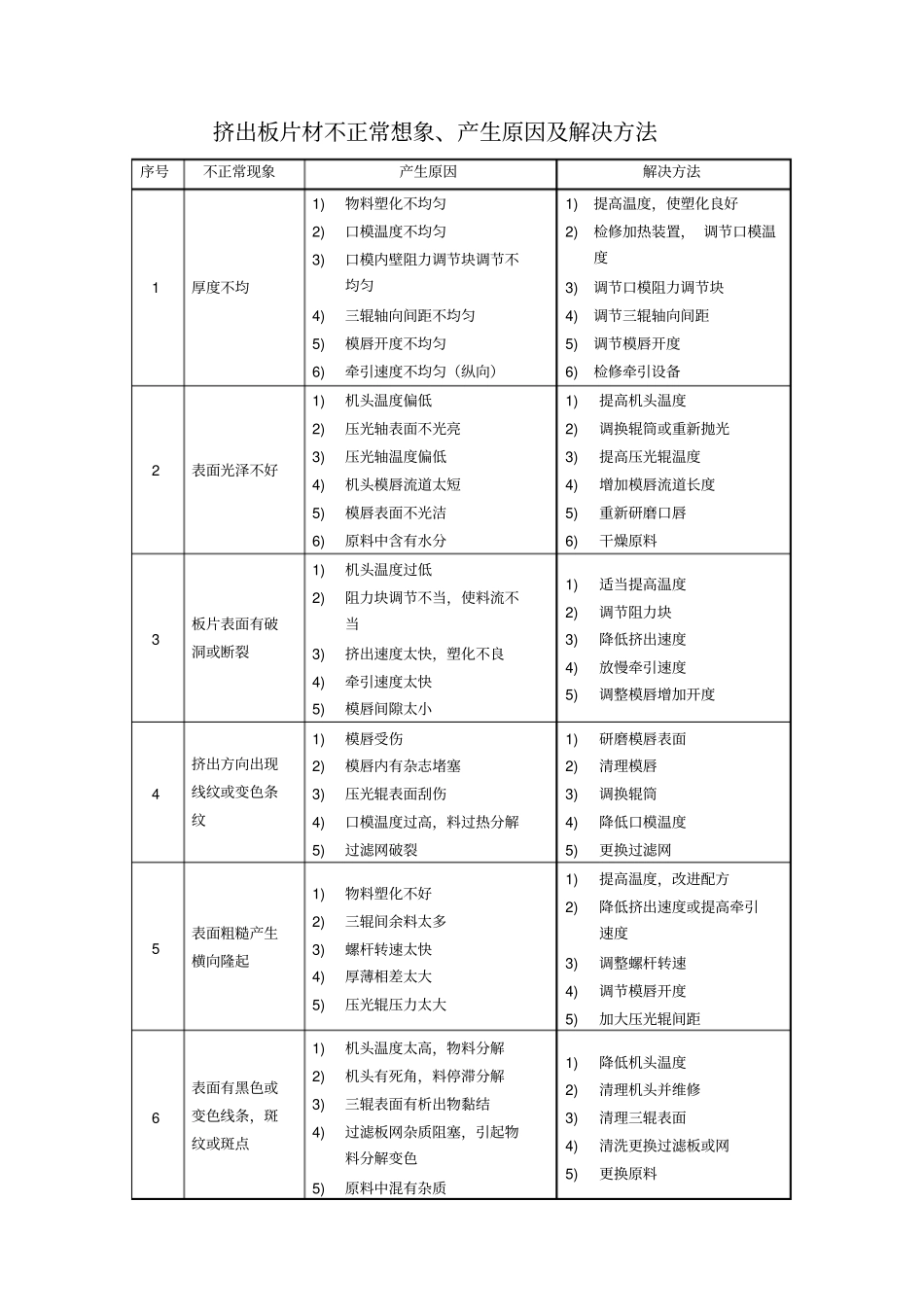
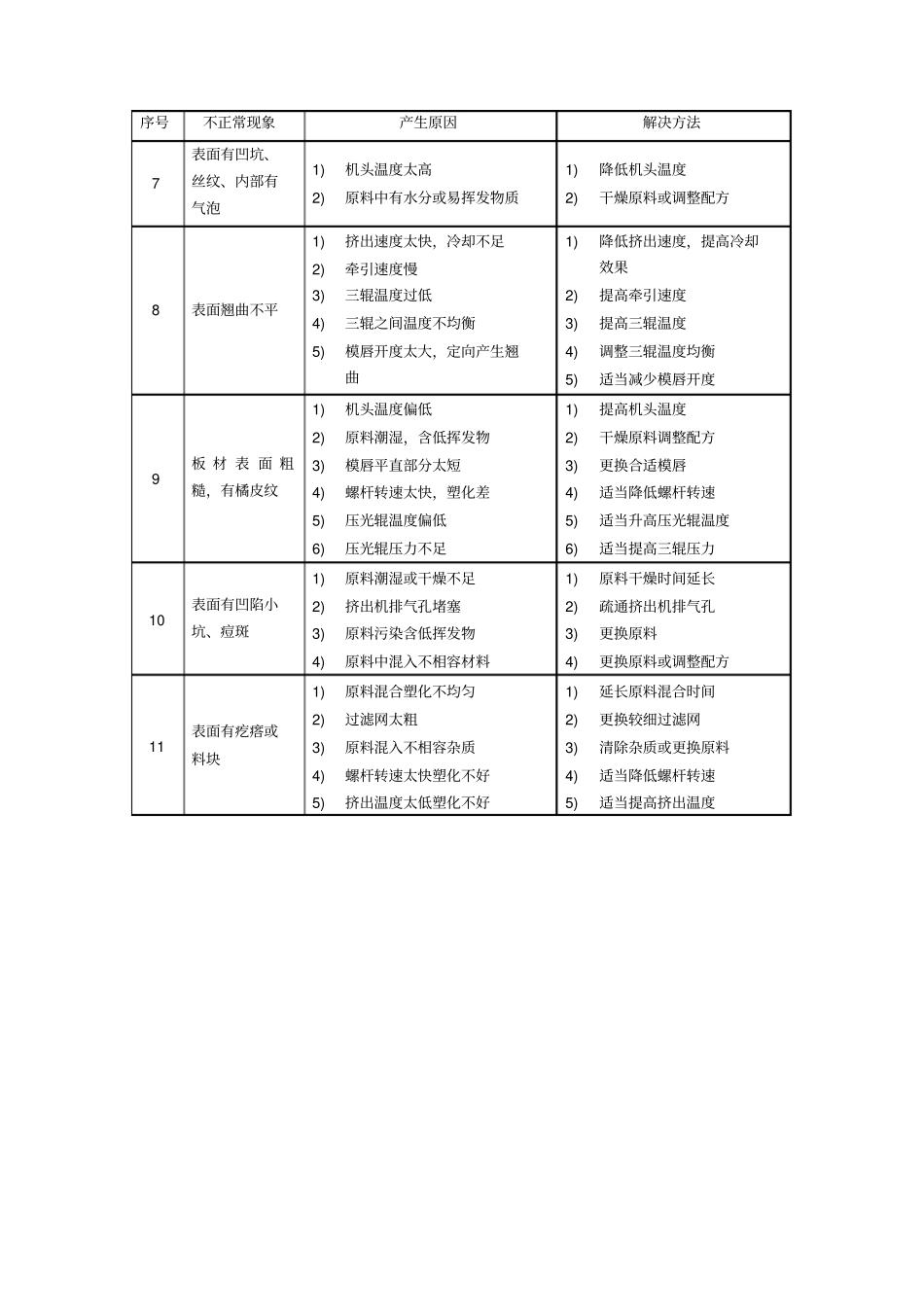
挤出板片材不正常想象、产生原因及解决方法序号不正常现象产生原因解决方法1 厚度不均1)物料塑化不均匀2)口模温度不均匀3)口模内壁阻力调节块调节不均匀4)三辊轴向间距不均匀5)模唇开度不均匀6)牵引速度不均匀(纵向)1)提高温度,使塑化良好2)检修加热装置, 调节口模温度3)调节口模阻力调节块4)调节三辊轴向间距5)调节模唇开度6)检修牵引设备2 表面光泽不好1)机头温度偏低2)压光轴表面不光亮3)压光轴温度偏低4)机头模唇流道太短5)模唇表面不光洁6)原料中含有水分1)提高机头温度2)调换辊筒或重新抛光3)提高压光辊温度4)增加模唇流道长度5)重新研磨口唇6)干燥原料3 板片表面有破洞或断裂1)机头温度过低2)阻力块调节不当,使料流不当3)挤出速度太快,塑化不良4)牵引速度太快5)模唇间隙太小1)适当提高温度2)调节阻力块3)降低挤出速度4)放慢牵引速度5)调整模唇增加开度4 挤出方向出现线纹或变色条纹1)模唇受伤2)模唇内有杂志堵塞3)压光辊表面刮伤4)口模温度过高,料过热分解5)过滤网破裂1)研磨模唇表面2)清理模唇3)调换辊筒4)降低口模温度5)更换过滤网5 表面粗糙产生横向隆起1)物料塑化不好2)三辊间余料太多3)螺杆转速太快4)厚薄相差太大5)压光辊压力太大1)提高温度,改进配方2)降低挤出速度或提高牵引速度3)调整螺杆转速4)调节模唇开度5)加大压光辊间距6 表面有黑色或变色线条,斑纹或斑点1)机头温度太高,物料分解2)机头有死角,料停滞分解3)三辊表面有析出物黏结4)过滤板网杂质阻塞,引起物料分解变色5)原料中混有杂质1)降低机头温度2)清理机头并维修3)清理三辊表面4)清洗更换过滤板或网5)更换原料序号不正常现象产生原因解决方法7 表面有凹坑、丝纹、内部有气泡1)机头温度太高2)原料中有水分或易挥发物质1)降低机头温度2)干燥原料或调整配方8 表面翘曲不平