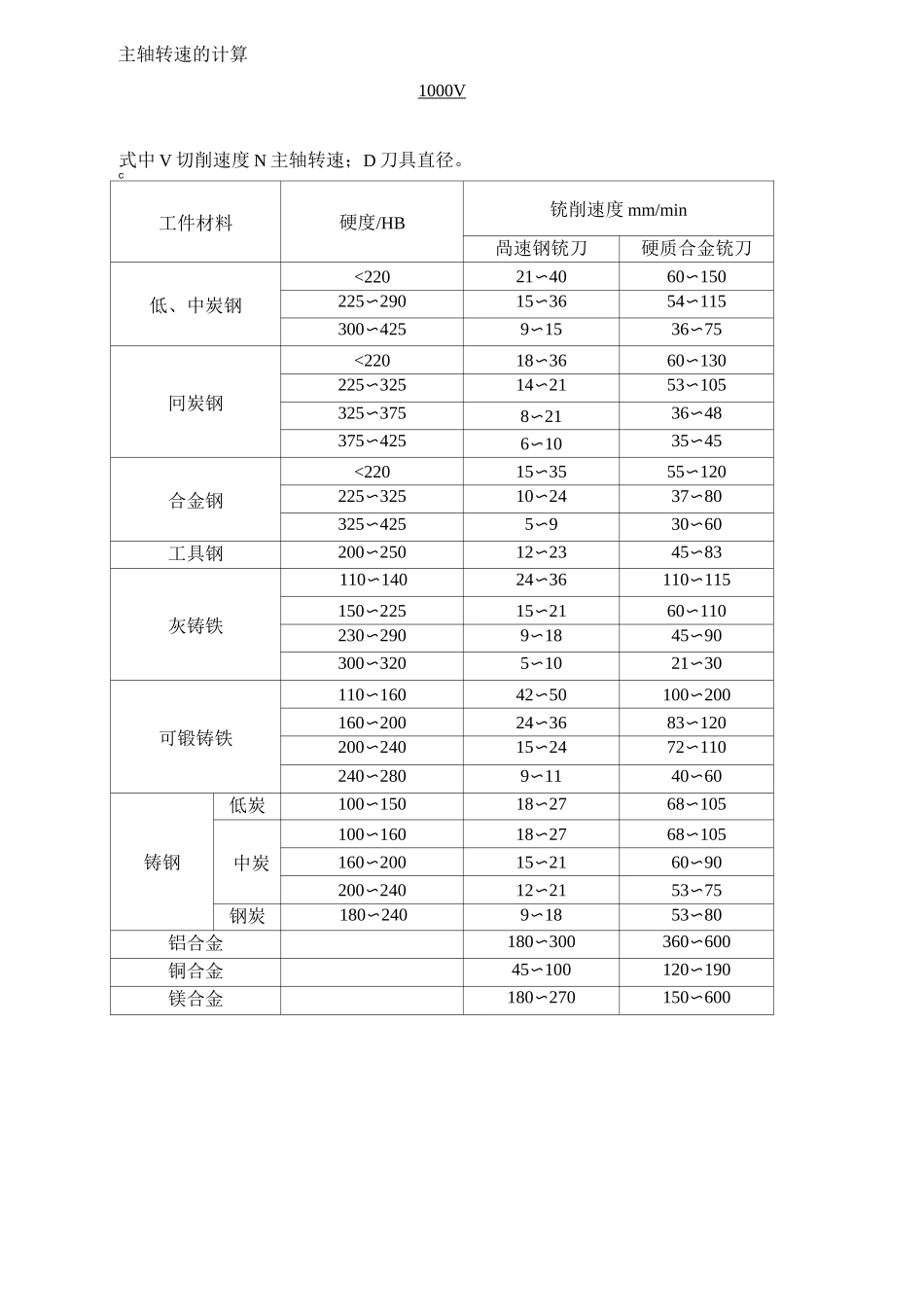
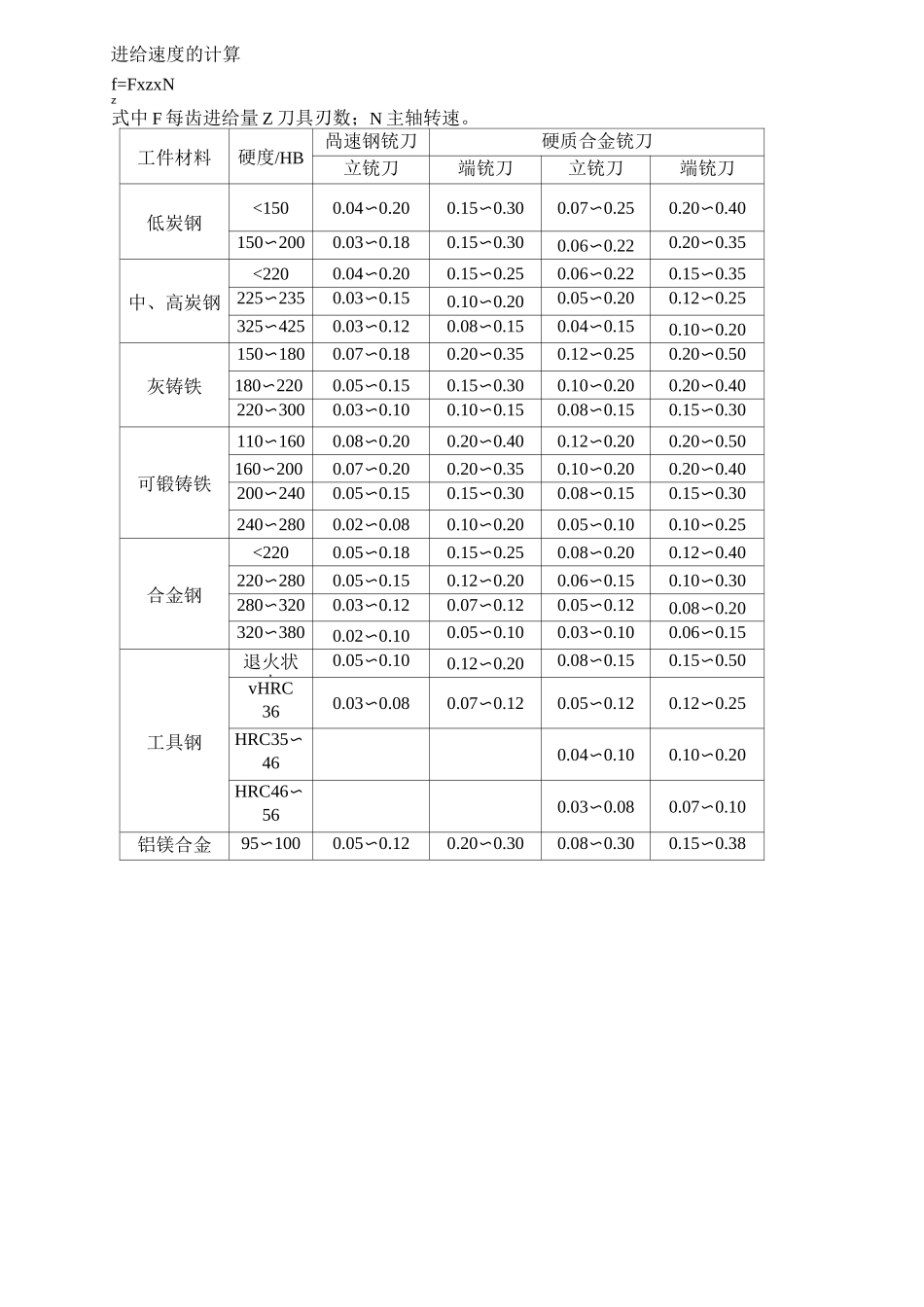
主轴转速的计算1000 V 式中 V 切削速度 N 主轴转速;D 刀具直径。c工件材料硬度/HB铳削速度 mm/min咼速钢铳刀硬质合金铳刀低、中炭钢<22021〜4060〜150225〜29015〜3654〜115300〜4259〜1536〜75冋炭钢<22018〜3660〜130225〜32514〜2153〜105325〜3758〜2136〜48375〜4256〜1035〜45合金钢<22015〜3555〜120225〜32510〜2437〜80325〜4255〜930〜60工具钢200〜25012〜2345〜83灰铸铁110〜14024〜36110〜115150〜22515〜2160〜110230〜2909〜1845〜90300〜3205〜1021〜30可锻铸铁110〜16042〜50100〜200160〜20024〜3683〜120200〜24015〜2472〜110240〜2809〜1140〜60铸钢低炭100〜15018〜2768〜105中炭100〜16018〜2768〜105160〜20015〜2160〜90200〜24012〜2153〜75钢炭180〜2409〜1853〜80铝合金180〜300360〜600铜合金45〜100120〜190镁合金180〜270150〜600进给速度的计算f=FxzxNz式中 F 每齿进给量 Z 刀具刃数;N 主轴转速。工件材料硬度/HB咼速钢铳刀硬质合金铳刀立铳刀端铳刀立铳刀端铳刀低炭钢<1500.04〜0.200.15〜0.300.07〜0.250.20〜0.40150〜2000.03〜0.180.15〜0.300.06〜0.220.20〜0.35中、高炭钢<2200.04〜0.200.15〜0.250.06〜0.220.15〜0.35225〜2350.03〜0.150.10〜0.200.05〜0.200.12〜0.25325〜4250.03〜0.120.08〜0.150.04〜0.150.10〜0.20灰铸铁150〜1800.07〜0.180.20〜0.350.12〜0.250.20〜0.50180〜2200.05〜0.150.15〜0.300.10〜0.200.20〜0.40220〜3000.03〜0.100.10〜0.150.08〜0.150.15〜0.30可锻铸铁110〜1600.08〜0.200.20〜0.400.12〜0.200.20〜0.50160〜2000.07〜0.200.20〜0.350.10〜0.200.20〜0.40200〜2400.05〜0.150.15〜0.300.08〜0.150.15〜0.30240〜2800.02〜0.080.10〜0.200.05〜0.100.10〜0.25合金钢<2200.05〜0.180.15〜0.250.08〜0.200.12〜0.40220〜2800.05〜0.150.12〜0.200.06〜0.150.10〜0.30280〜3200.03〜0.120.07〜0.120.05〜0.120.08〜0.20320〜3800.02〜0.100.05〜0.100.03〜0.100.06〜0.15工具钢退火状态0.05〜0.100.12〜0.200.08〜0.150.15〜0.50vHRC360.03〜0.080.07〜0.120.05〜0.120.12〜0.25HRC35〜460.04〜0.100.10〜0.20HRC46〜560.03〜0.080.07〜0.10铝镁合金95〜1000.05〜0.120.20〜0.300.08〜0.300.15〜0.38数控铣削切削参数选择范围材料铳削平面及凸台铳削槽铳削深度(mm)铳削速度v(m/min)铳刀直径d0mm每齿进给量fa(mm/z)铳削深度(mm)铳削速度v(m/min)槽宽d0(mm)...