下载后可任意编辑等离子切割机易损件保护技术的探讨我公司使用的 PC-250-D 空气等离子切割机是一种用于切割金属板材和钢管的切割设备, 该机是以廉价的空气作为电离介质, 经过气体电离形成的高温高速的等离子弧将金属熔化并吹走而形成切口, 实现切割金属的过程
等离子切割机在我厂流水线作业时, 使用强度大、 使用电流大
现场在线切割时存在电极、 喷碗和切割枪易损坏的严重问题
例如, 以生产 Φ1016×11
4mm 为例, 每根管切割 3 分钟时, 一天24 小时内使用电极 20 个、 喷碗 16 个, 一月平均使用 4 把切割枪
而我们知道一个电极的市场价格为 10
4 元、 一个喷碗为 6
5 元、 一把切割枪为 900 元, 那么我们一个月的使用费用为: 20×10
4×30+16×6
5×30+900×4=12960( 元)
这样以来, 电极、 喷碗、 切割枪成为等离子切割机的易损件, 一年一台等离子切割机就要耗材 15 万左右, 而公司拥有 15台左右的在线等离子, 它们一年耗材就需要 200 多万的投入
因此, 等离子易损件保护技术的讨论成为我公司一项重要的课题
为了降低如此高的材料费, 我们自行选题讨论开发空气等离子电极、 喷碗以及切割枪的保护技术, 经过重复观察、 参数测定发现, 冷却用的自来水随着切管次数的增加, 温度逐渐地升高而使冷却效果大打折扣, 再加上不稳定的风压的影响, 电极、 喷碗和切割枪在高温柔大电流的影响下极易损坏
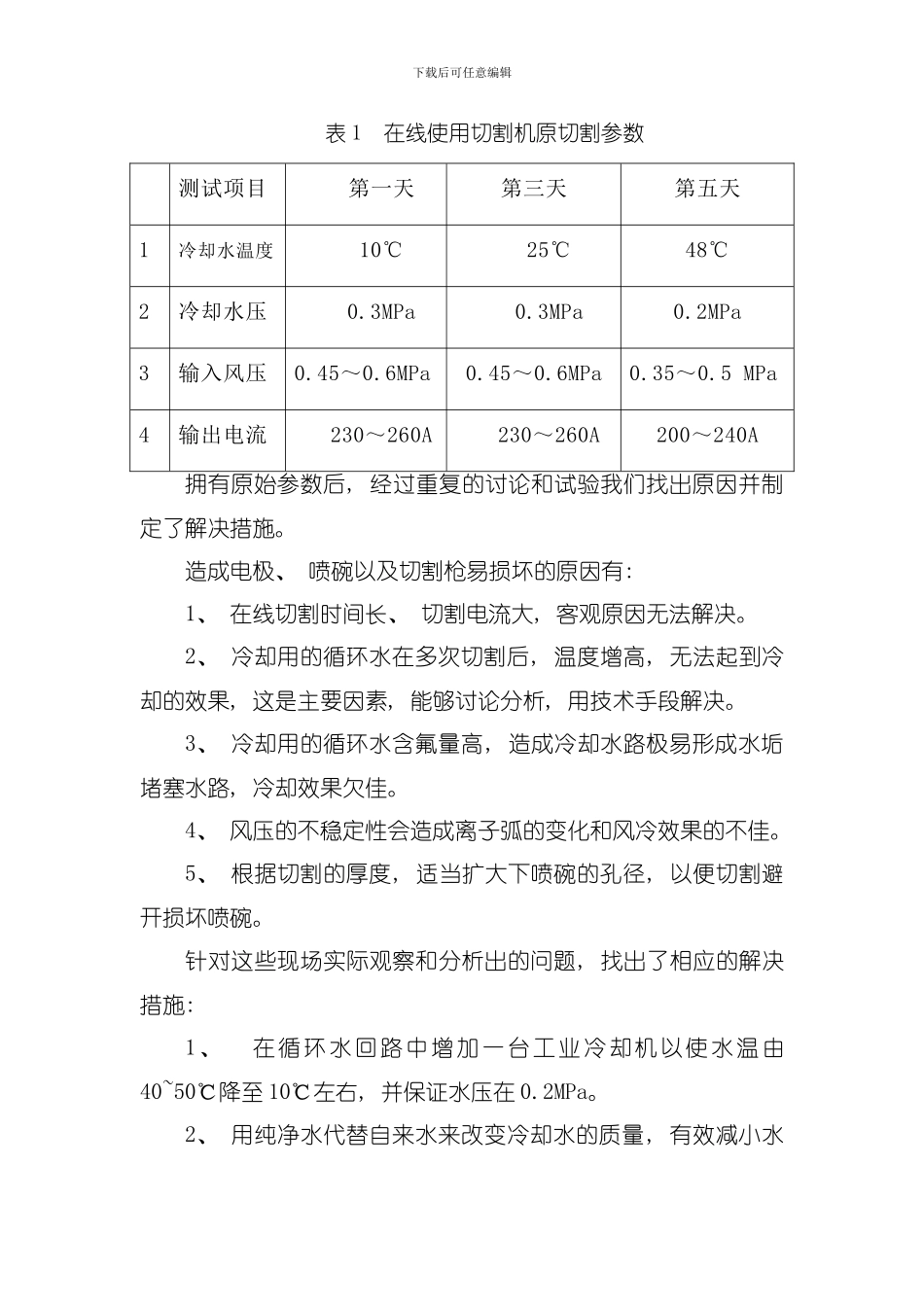
可是, 为了增加保护措施后, 不影响等离子切割机的切割参数, 我们测量了原来在线使用切割机的切割参数, 如下表
下载后可任意编辑表 1 在线使用切割机原切割参数测试项目第一天第三天第五天1冷却水温度10℃25℃48℃2冷却水压0
2MPa3输入风压0