碳钢焊条 产品描述: 碳钢焊条 生产许可证号:酸性碳钢焊条 XK06-142 0524 碱性碳钢焊条 XK06-142 0525 碳钢焊条使用说明 碳钢焊条(其熔敷金属抗拉强度均小于等于 500MPa 即 50kgf/mm2)适用碳钢及低强度的低合金钢焊接
选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素
必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条
通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条
对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等
说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少10%左右,立焊及仰焊比平焊小 10~15%左右
对低氢型、铁粉型焊条,焊前焊条必须经过350℃以上的烘焙,尽可能做至随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)
对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能
使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害
对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落
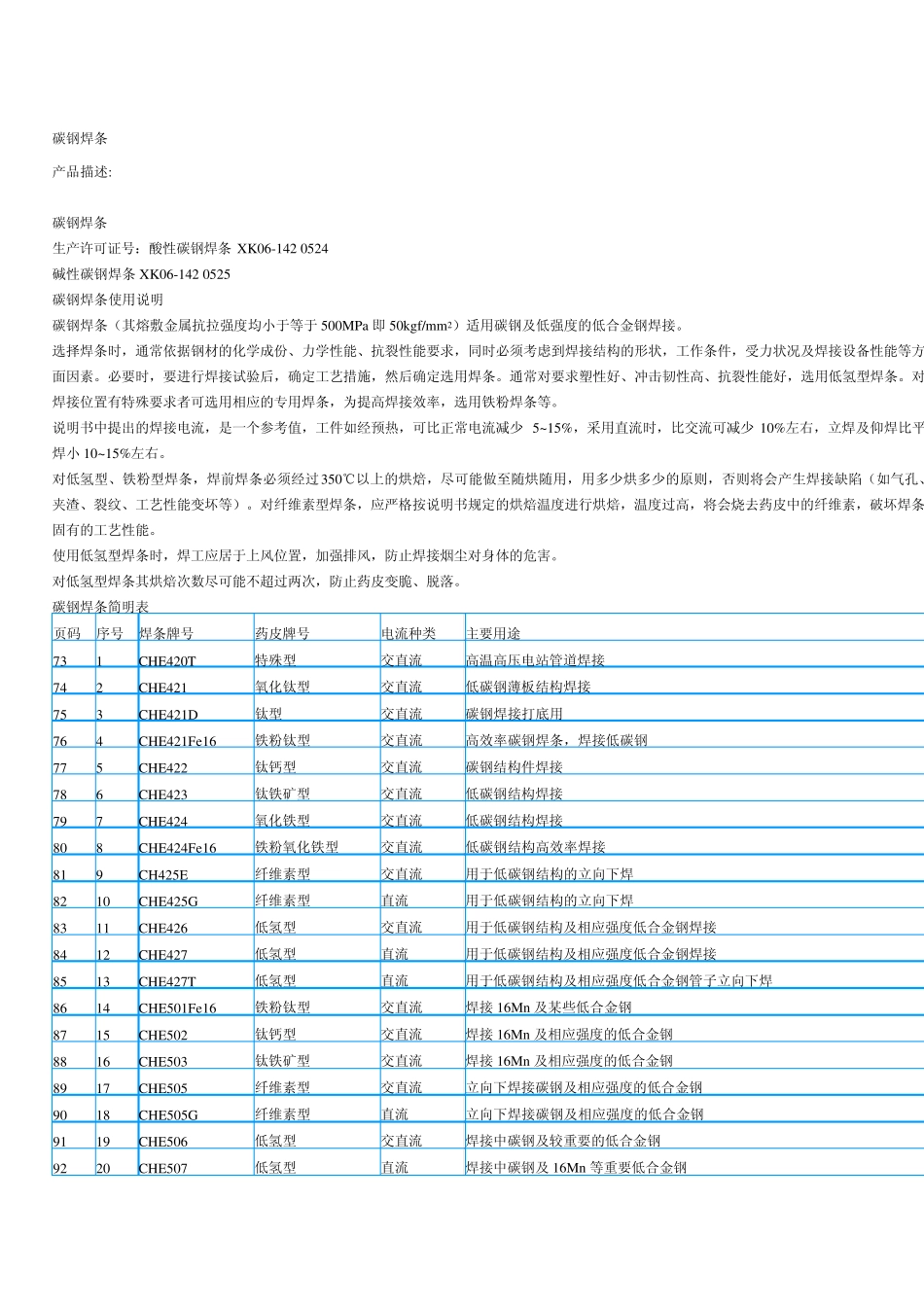
碳钢焊条简明表 页码 序号 焊条牌号 药皮牌号 电流种类 主要用途 73 1 CHE420T 特殊型 交直流 高温高压电站管道焊接 74 2 CHE421 氧化钛型 交直流 低碳钢薄板结构焊接 75 3 CHE421D 钛型 交直流 碳钢焊接打底用 76 4 CHE421Fe16 铁粉钛型 交直流 高效率碳钢焊条,焊接低碳钢 77 5 CHE422 钛钙型 交直流 碳钢结构件焊接 78 6 CHE423 钛铁矿型 交直流 低碳钢结构焊接 79