焊接工艺评定报告焊接方法:焊条电弧焊评定编号:PQR-S-04-04焊接工艺指导书焊接工艺指导书编号:WPS-S-04-04 日期:2025
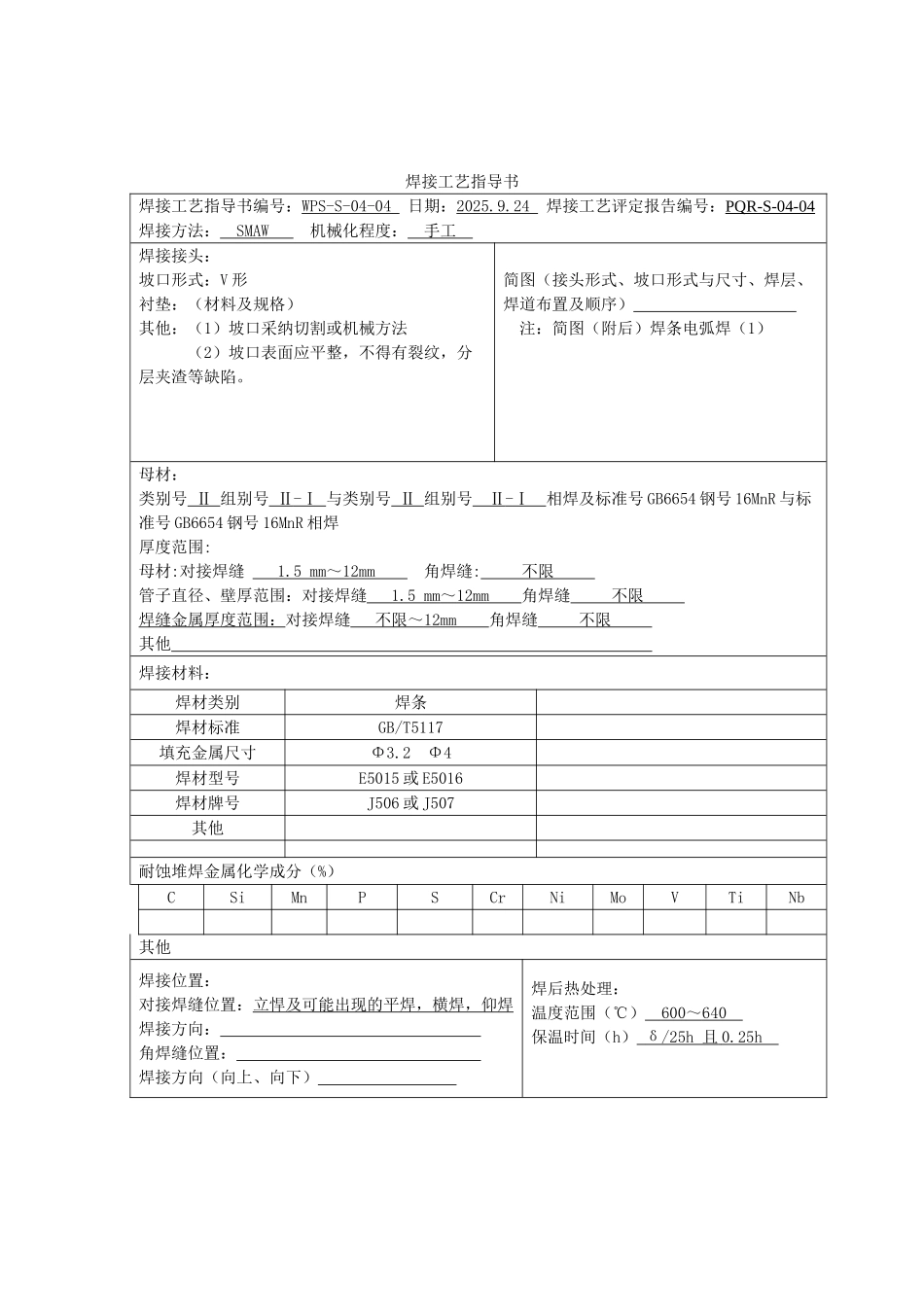
24 焊接工艺评定报告编号:PQR-S-04-04焊接方法: SMAW 机械化程度: 手工 焊接接头:坡口形式:V 形衬垫:(材料及规格)其他:(1)坡口采纳切割或机械方法(2)坡口表面应平整,不得有裂纹,分层夹渣等缺陷
简图(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 注:简图(附后)焊条电弧焊(1) 母材:类别号 Ⅱ 组别号 Ⅱ -Ⅰ 与类别号 Ⅱ 组别号 Ⅱ -Ⅰ 相焊及标准号 GB6654 钢号 16MnR 与标准号 GB6654 钢号 16MnR 相焊厚度范围:母材:对接焊缝 1
5 mm ~ 12mm 角焊缝: 不限 管子直径、壁厚范围:对接焊缝 1
5 mm ~ 12mm 角焊缝 不限 焊缝金属厚度范围:对接焊缝 不限~ 12mm 角焊缝 不限 其他 焊接材料:焊材类别焊条焊材标准GB/T5117填充金属尺寸Φ3
2 Φ4焊材型号E5015 或 E5016焊材牌号J506 或 J507其他耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb其他焊接位置:对接焊缝位置:立悍及可能出现的平焊,横焊,仰焊焊接方向: 角焊缝位置: 焊接方向(向上、向下) 焊后热处理:温度范围(℃) 600 ~ 640 保温时间(h) δ/25h 且 0
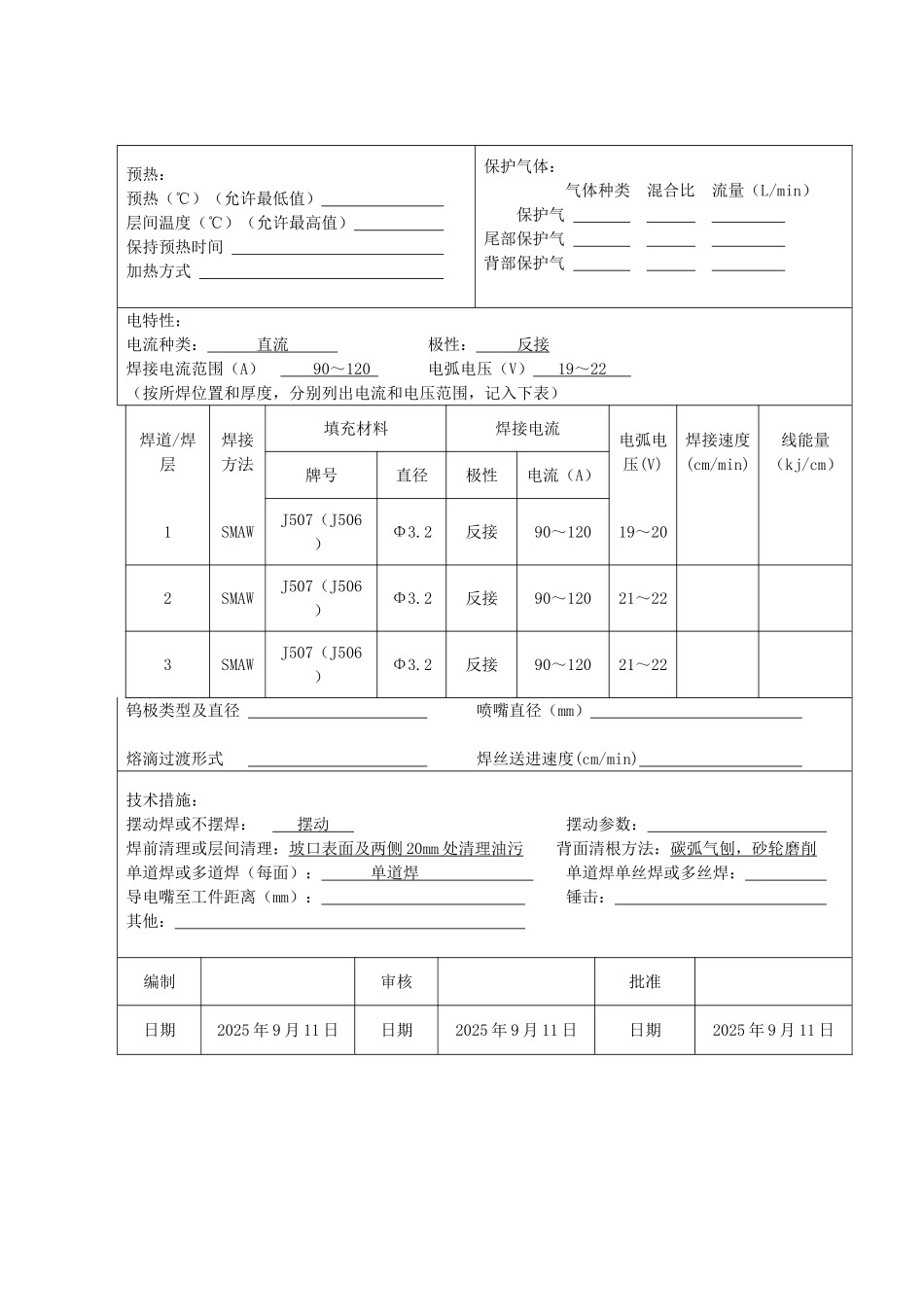
25h 预热:预热(℃)(允许最低值) 层间温度(℃)(允许最高值) 保持预热时间 加热方式 保护气体:气体种类 混合比 流量(L/min)保护气 尾部保护气 背部保护气 电特性:电流种类: 直流 极性: 反接 焊接电流范围(A) 90 ~ 120 电弧电压(V) 19 ~ 22 (按所焊位置和厚度,分别列出电流和电压范围,记入下表) 焊道/焊层焊接方法填充材料焊接电流电弧