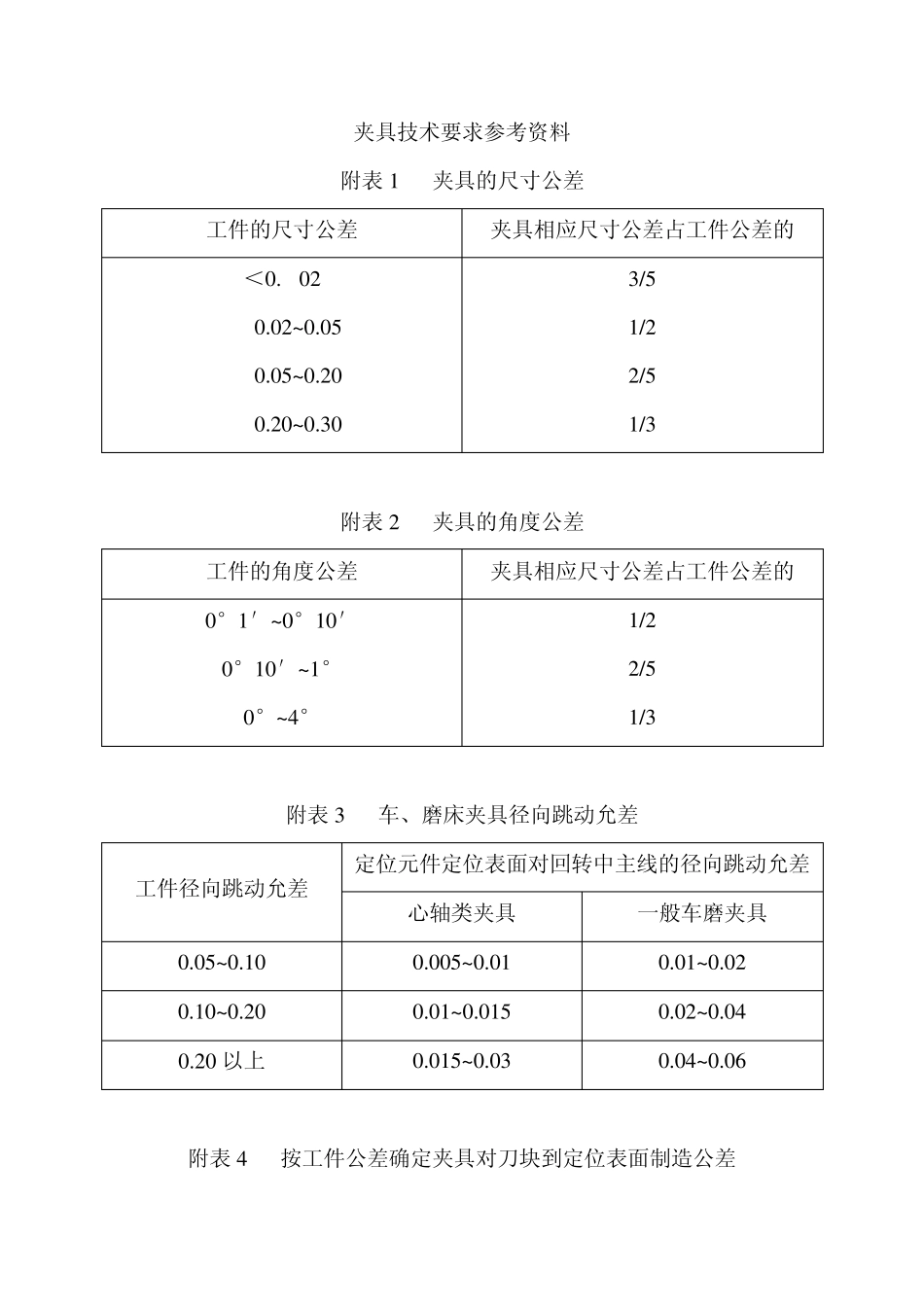
夹具技术要求参考资料 附表1 夹具的尺寸公差 工件的尺寸公差 夹具相应尺寸公差占工件公差的 <0
30 3/5 1/2 2/5 1/3 附表2 夹具的角度公差 工件的角度公差 夹具相应尺寸公差占工件公差的 0°1′~0°10′ 0°10′~1° 0°~4° 1/2 2/5 1/3 附表3 车、磨床夹具径向跳动允差 工件径向跳动允差 定位元件定位表面对回转中主线的径向跳动允差 心轴类夹具 一般车磨夹具 0
20 以上 0
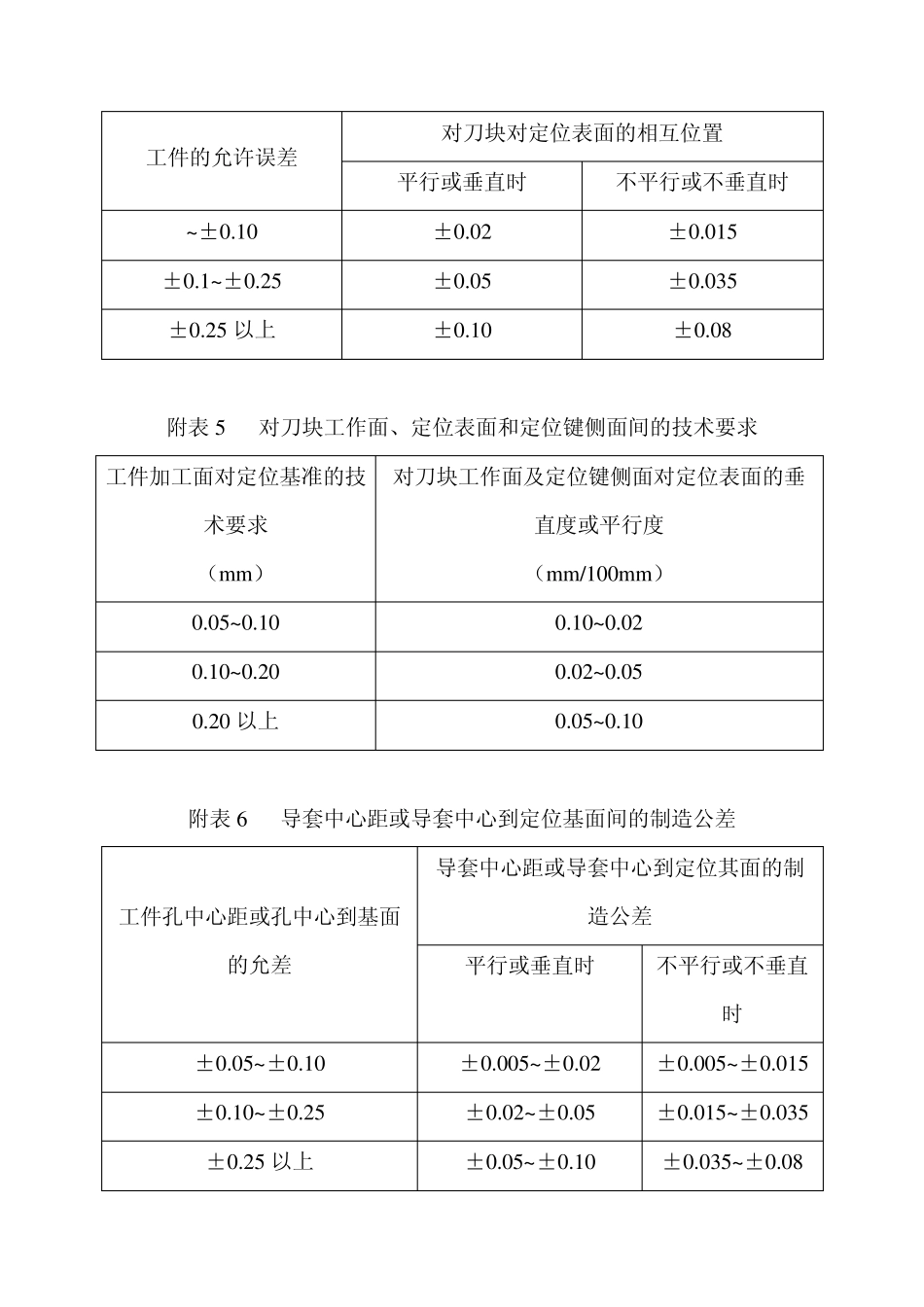
06 附表4 按工件公差确定夹具对刀块到定位表面制造公差 工件的允许误差 对刀块对定位表面的相互位置 平行或垂直时 不平行或不垂直时 ~±0
015 ±0
035 ±0
25 以上 ±0
08 附表5 对刀块工作面、定位表面和定位键侧面间的技术要求 工件加工面对定位基准的技术要求 (mm) 对刀块工作面及定位键侧面对定位表面的垂直度或平行度 (mm/100mm) 0
20 以上 0
10 附表6 导套中心距或导套中心到定位基面间的制造公差 工件孔中心距或孔中心到基面的允差 导套中心距或导套中心到定位其面的制造公差 平行或垂直时 不平行或不垂直时 ±0
005~±0
005~±0
015 ±0
015~±0
035 ±0
25 以上 ±0
035~±0
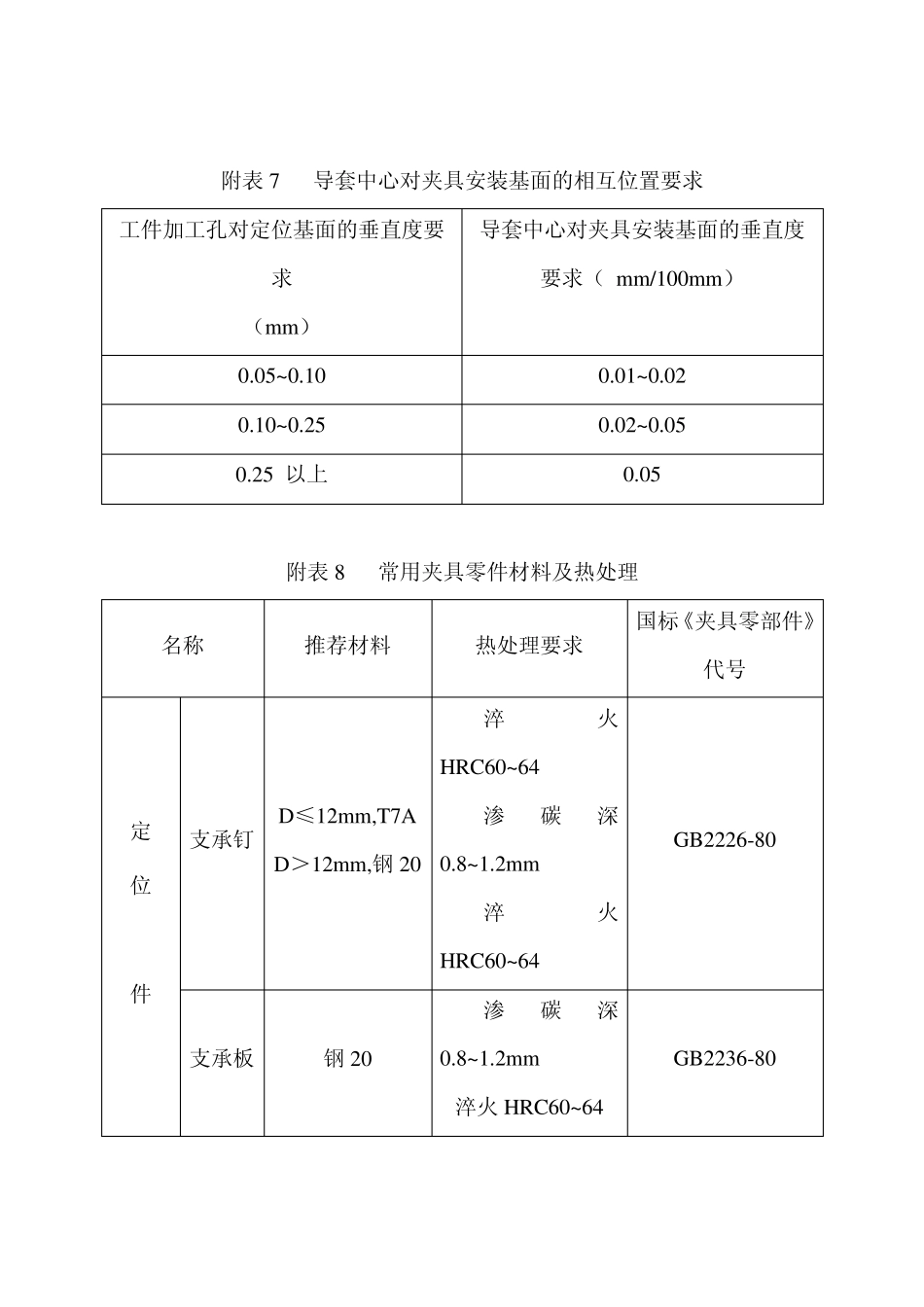
08 附表7 导套中心对夹具安