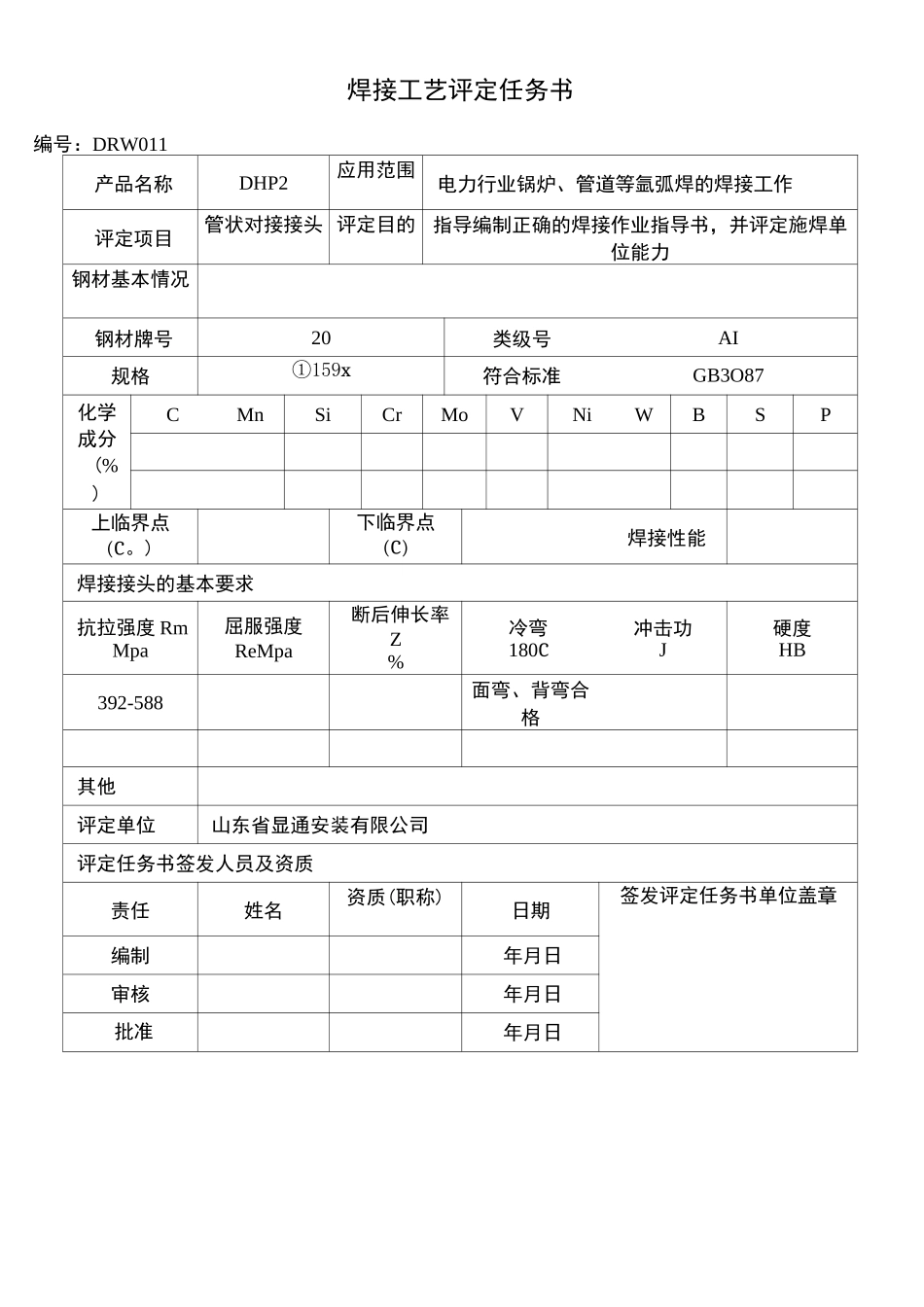
LOGO焊接工艺评定全氩电联焊焊接■Companynumber:【0089WT-8898YT-W8CCB-BUUT-202108】焊接工艺评定任务书编号:DRW011产品名称DHP2应用范围电力行业锅炉、管道等氩弧焊的焊接工作评定项目管状对接接头 评定目的指导编制正确的焊接作业指导书,并评定施焊单位能力钢材基本情况钢材牌号20类级号AI规格①159x符合标准GB3O87化学成分(%)CMnSiCrMoVNiWBSP上临界点(C
)下临界点(C)焊接性能焊接接头的基本要求抗拉强度 RmMpa屈服强度ReMpa断后伸长率Z%冷弯180C冲击功J硬度HB392-588面弯、背弯合格其他评定单位山东省显通安装有限公司评定任务书签发人员及资质责任姓名资质(职称)日期签发评定任务书单位盖章编制年月日审核年月日批准年月日焊接工艺评定方案编号:DRW011任务书编号DRW011产品名称 DHP2评定项目管状对接接头 评定目的指导编制正确的焊接作业指导书,并评定施焊单位能力评定钢材钢材牌号20 与 20类级别A 类 I 级与 A 类 I 级钢材厚度直径①159mm评定钢材成份、性能符合结论检验报告编号钢材焊接性验证资料编号接头型式及焊道设计接头种类对接对口简图:焊道简图:坡口形式V 形式衬垫及其材料 无焊道设计单道焊 缝 金 属 厚度一 12mm焊接方法种类焊条氩电弧焊自动化程度手工填充金属和保护气体焊接材料焊丝型号TIG-J50规格保护体气体种类氩气流量10—15L/min焊条(剂)型号E43O3规格背面保护流量钨极型号规格拖后保护流量其他试件检验项目检验项目外观无损探伤力学性能弯曲试验金相试验硬度其他抗拉强度冲击试验要求(有或无)有有有无有无无无焊接位置及试件数量焊接位置45°固定焊试件数量6 件焊接工艺评定方案(续)编号:DRW011焊接工艺参数焊层道号单层、单道焊缝尺寸x 咼焊接方法