加工中心刀柄介绍随着加工中心在零件机械加工中的运用越来越普遍,加工中心刀柄的使用也越来越多
但是,刀柄的种类有很多,我们必须选择精度足够的、经济的、使用方便的刀柄用于零件的加工,这就要求我们对刀柄有全面的了解
刀柄,用于连接加工中心主轴与切削刃具的装备
这就如同人用手拿着笔写字,人是机床,笔是切削刃具,手就是刀柄
如图1所示,由于刀柄是与主轴连接、与刀具连接,所以刀柄的分类也主要有两种分类
按与加工中心主轴的连接方式分类:分为7:24锥度刀柄和1:10锥度刀柄;按刀柄与刀具的连接方式分类:分为侧固式刀柄、弹簧夹套式刀柄、液压刀柄热涨刀柄等
图1一、刀柄与主轴连接方式加工中心的主轴和刀柄之间通常采用锥度配合
锥度配合特点是具有定心性好、间隙或过盈可以方便地调整等
图2锥度C=(D-d)/L,如图2
因此刀柄按锥度也分为7:24和1:10两大类
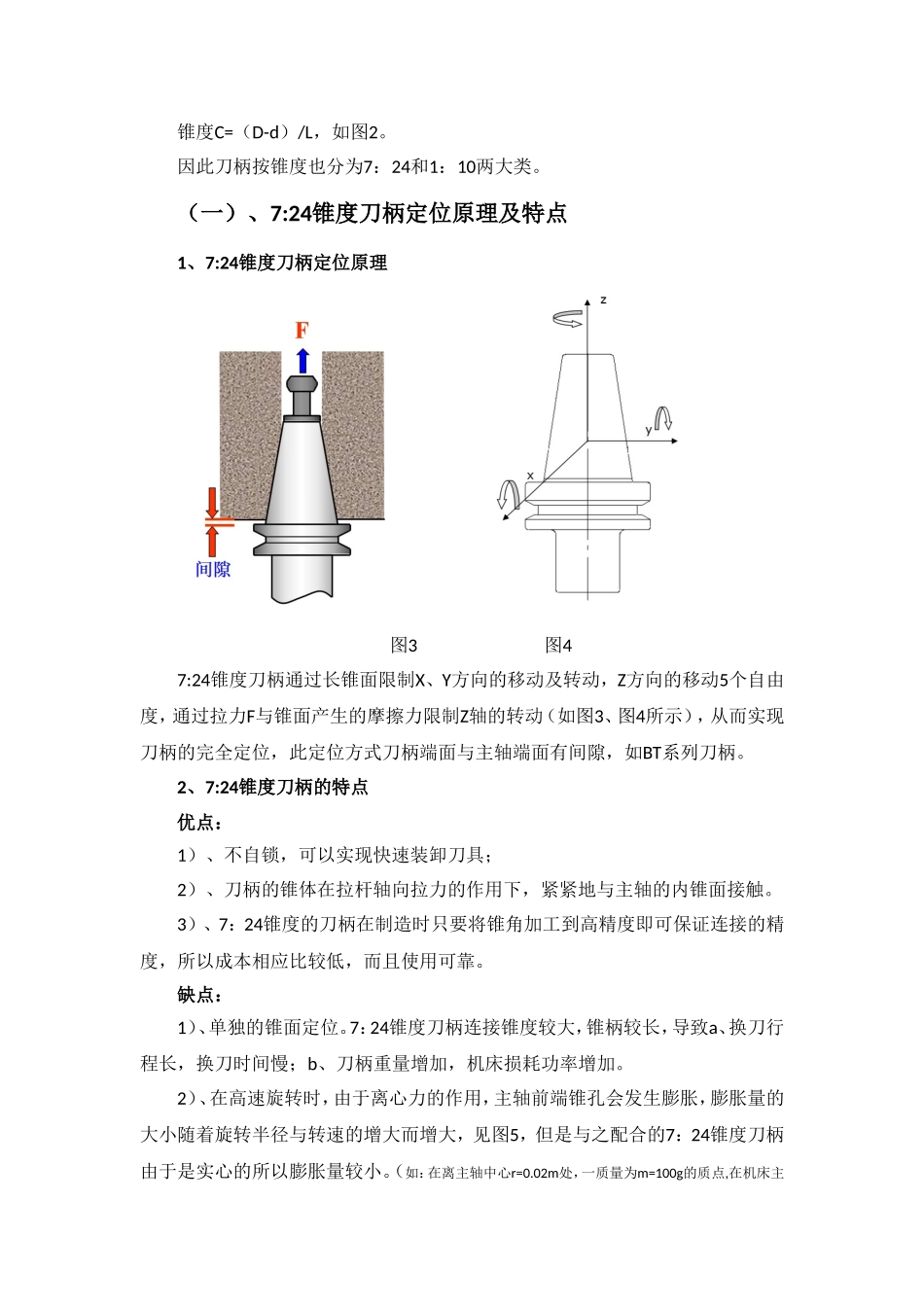
(一)、7:24锥度刀柄定位原理及特点1、7:24锥度刀柄定位原理图3图47:24锥度刀柄通过长锥面限制X、Y方向的移动及转动,Z方向的移动5个自由度,通过拉力F与锥面产生的摩擦力限制Z轴的转动(如图3、图4所示),从而实现刀柄的完全定位,此定位方式刀柄端面与主轴端面有间隙,如BT系列刀柄
2、7:24锥度刀柄的特点优点:1)、不自锁,可以实现快速装卸刀具;2)、刀柄的锥体在拉杆轴向拉力的作用下,紧紧地与主轴的内锥面接触
3)、7:24锥度的刀柄在制造时只要将锥角加工到高精度即可保证连接的精度,所以成本相应比较低,而且使用可靠
缺点:1)、单独的锥面定位
7:24锥度刀柄连接锥度较大,锥柄较长,导致a、换刀行程长,换刀时间慢;b、刀柄重量增加,机床损耗功率增加
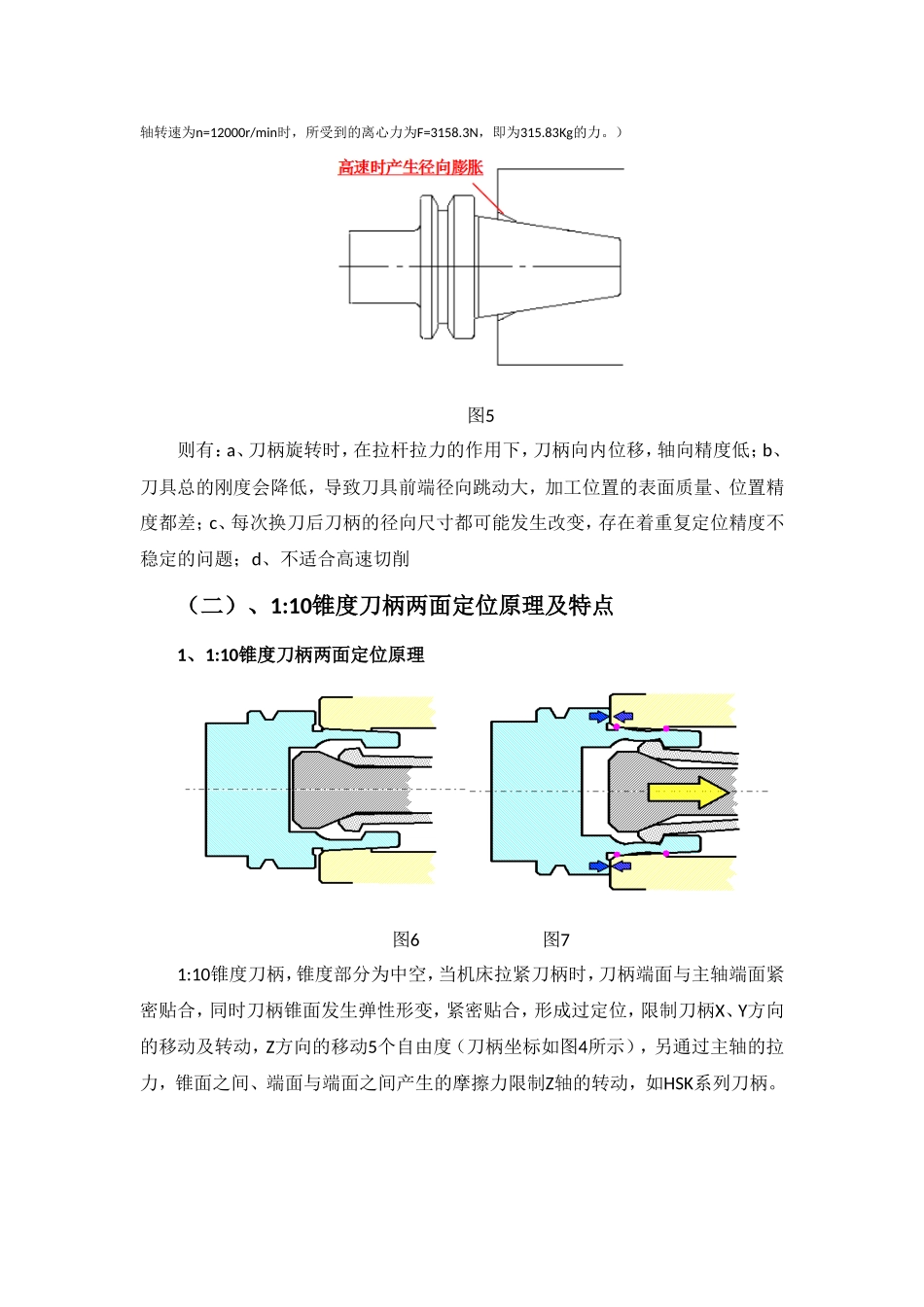
2)、在高速旋转时,由于离心力的作用,主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,见图5,但是与之配合的7:24锥度刀柄由于是实心的所以膨胀量较小