加工中心操作工论文(国家职业资格二级)论文题目:浅谈数控铣削中刀具半径补偿的应用姓名:身份证号:准考证号:工作单位:数控铣削中刀具半径补偿的应用摘要刀具半径补偿在数控机床加工编程中应用非常广泛,在零件加工的程序编程时能够合理的应用刀具半径补偿,是简化被加工零件程序的重要方法
特别是对二维图形编程时,不需要考虑加工时刀具实际直径的大小及零件的实际轮廓轨迹进行编程
在程序中使用刀具半径补偿功能,当在加工过程中刀具出现磨损,实际刀具尺寸与编程时规定的刀具尺寸不一致时,可以通过更改刀具半径补偿值使机床加工出符合技术要求的零件,同时还可以在同一加工程序中实现零件的粗加工、半精加工、精加工,简化了程序,节省加工前的准备工作,提高了生产效率,降低了技术人员的劳动强度
本文就数控铣床(华中世纪星系统)加工中如何运用刀具半径补偿做一些探讨
[关键词]数控机床刀具半径补偿编程前言现代数控加工技术将机械制造技术、微电子技术和计算机技术等有机地结合在一起,使传统的机械制造方法和生产工艺发生了革命性的变化
数控机床在各行各业中已经得到了广泛的应用,社会生产中对机械产品的生产效率、精度、性能等要求不断提高
因此,能够正确、灵活的运用每一项指令,对零件的加工生产至关重要
一、刀具半径补偿的概念在数控铣床上,由于程序所控制的刀具刀位点的轨迹和实际刀具切削刃口切削出的形状并不重合,它们在尺寸大小上存在一个刀具半径和刀具长短的差别,为此就需要根据实际加工的形状尺寸算出刀具刀位点的轨迹坐标,据此来控制加工
按刀具半径补偿偏置位置可分为两类:1、刀具半径左补偿G41,即刀具沿工件左侧运动方向时的半径补偿;2、刀具半径右补偿G42,即刀具沿工件右侧运动时的半径补偿
G40为刀具半径补偿取消,使用该指令后,G41、G42指令无效,G40必须和G41或G42成对使用
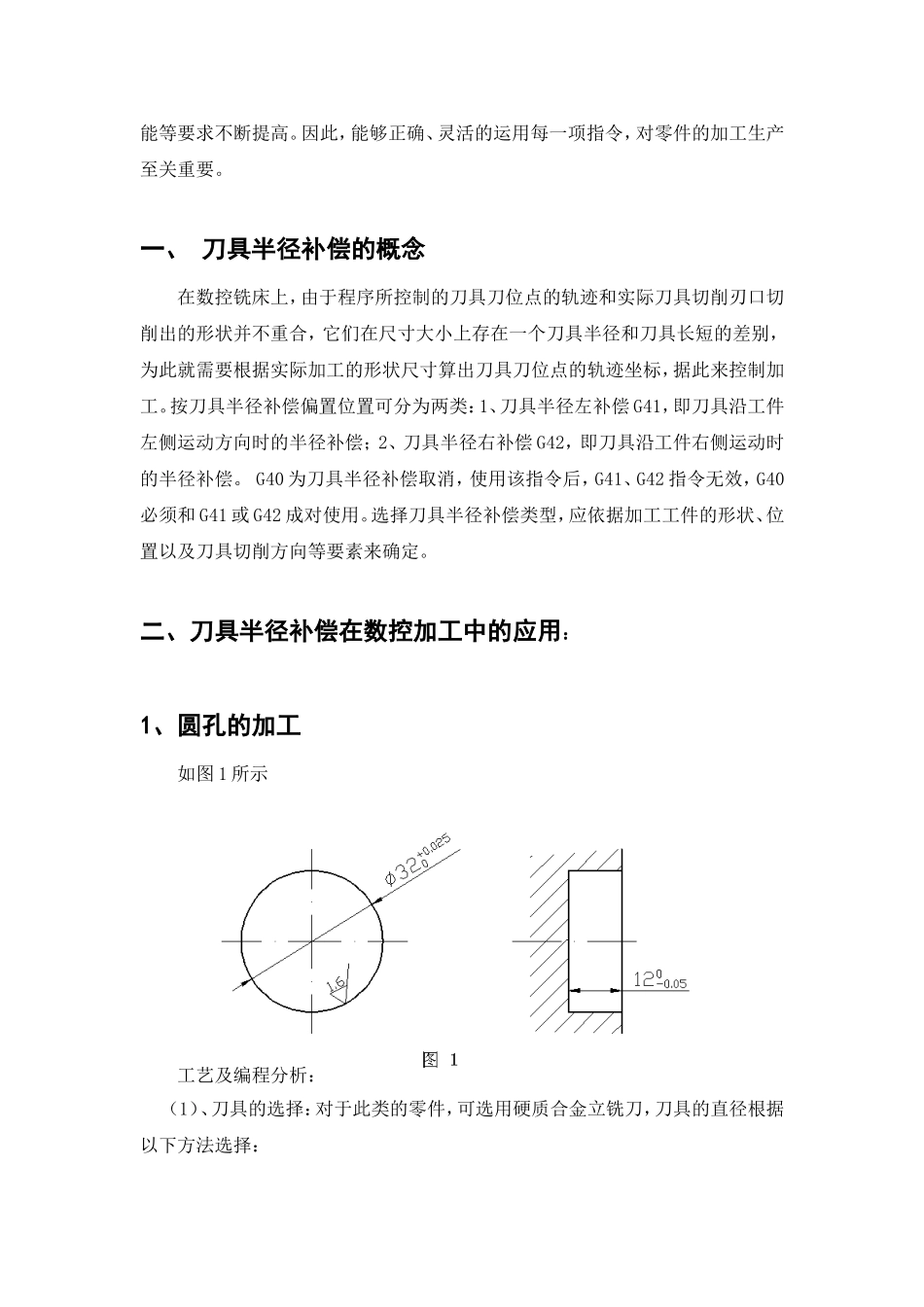
选择刀具半径补偿类型,应依据加工工件的形状、位置以及