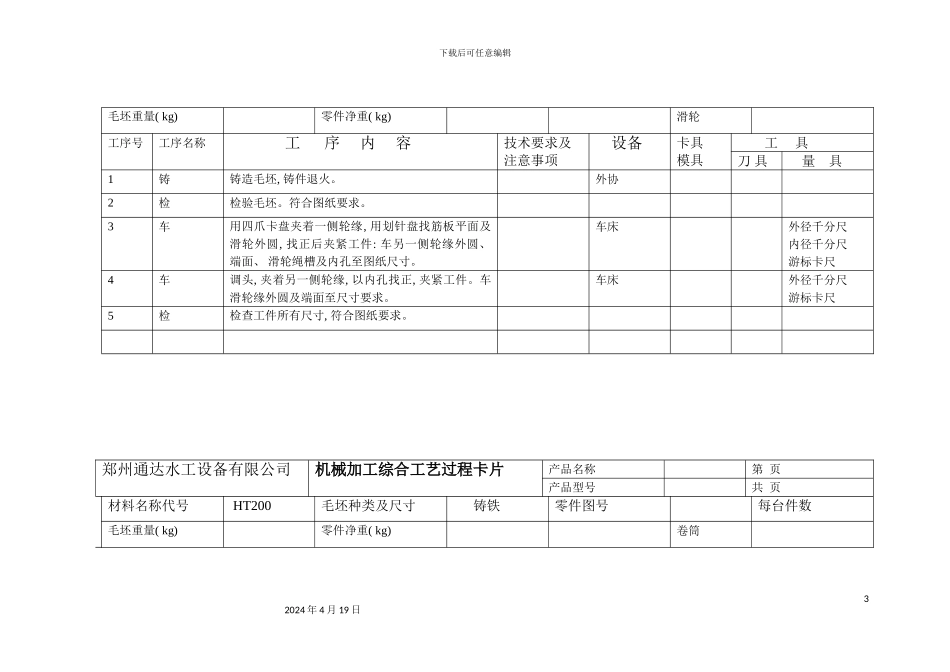
下载后可任意编辑机械加工综合工艺过程卡片模板12024 年 4 月 19 日下载后可任意编辑( 3) 关键工艺质量经验与手段以及现有的工艺水平启闭机加工工艺郑州通达水工设备有限公司机械加工综合工艺过程卡片产品名称第 页产品型号共 页材料名称代号 HT200毛坯种类及尺寸铸铁零件图号每台件数22024 年 4 月 19 日下载后可任意编辑毛坯重量( kg) 零件净重( kg) 滑轮工序号工序名称工 序 内 容技术要求及注意事项设备卡具模具工 具刀 具量 具1铸铸造毛坯, 铸件退火
外协2检检验毛坯
符合图纸要求
3车用四爪卡盘夹着一侧轮缘, 用划针盘找筋板平面及滑轮外圆, 找正后夹紧工件: 车另一侧轮缘外圆、 端面、 滑轮绳槽及内孔至图纸尺寸
车床外径千分尺内径千分尺游标卡尺4车调头, 夹着另一侧轮缘, 以内孔找正, 夹紧工件
车滑轮缘外圆及端面至尺寸要求
车床外径千分尺游标卡尺5检检查工件所有尺寸, 符合图纸要求
郑州通达水工设备有限公司机械加工综合工艺过程卡片产品名称第 页产品型号共 页材料名称代号 HT200毛坯种类及尺寸铸铁零件图号每台件数毛坯重量( kg) 零件净重( kg) 卷筒32024 年 4 月 19 日下载后可任意编辑工序号工序名称工 序 内 容技术要求及注意事项设备卡具模具工 具刀 具量 具1铸铸造毛坯, 铸件退火
外协2检检验毛坯是否符合图纸要求
3钳清理铸件毛刺
4钳划线, 在法兰头及小头划出十字线
5镗以十字线找正, 找正后夹紧工件, 镗中心孔至图纸要求, 铣端面
镗床内径千分尺6车顶尖顶着中心孔, 用划针盘找法兰头十字线, 分两次找正, 找正后, 夹紧工件: 车端面, 总长留 10mm 余量, 精车外圆留 4~6mm 余量; 调头, 夹着外圆, 用表校正, 另一头架中心架, 车端面、 外径, 保证长度至图纸要求
车床外径千分尺内径千分尺游标卡尺7