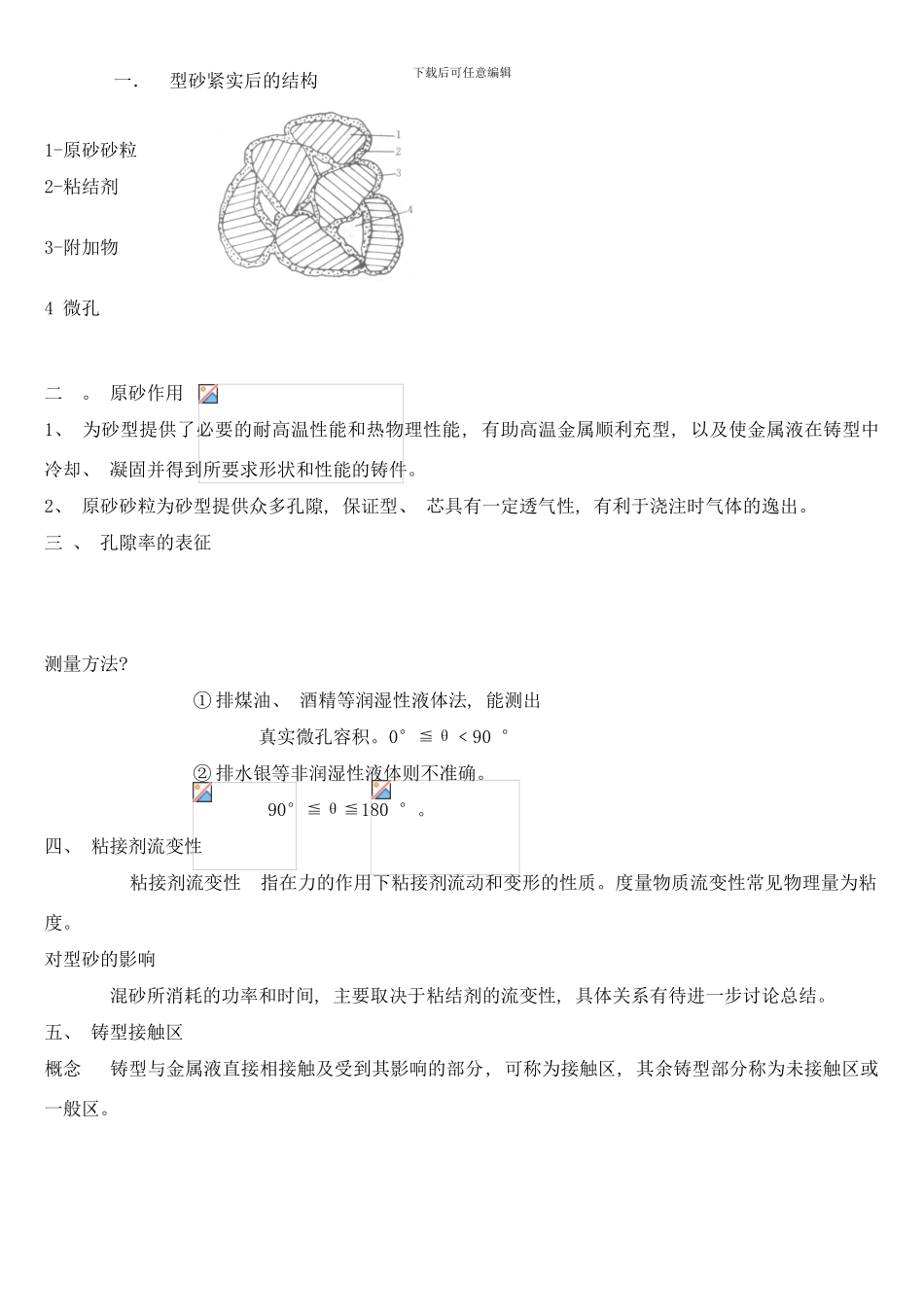
下载后可任意编辑1-原砂砂粒2-粘结剂3-附加物4 微孔二
原砂作用1、 为砂型提供了必要的耐高温性能和热物理性能, 有助高温金属顺利充型, 以及使金属液在铸型中冷却、 凝固并得到所要求形状和性能的铸件
2、 原砂砂粒为砂型提供众多孔隙, 保证型、 芯具有一定透气性, 有利于浇注时气体的逸出
三 、 孔隙率的表征 测量方法
① 排煤油、 酒精等润湿性液体法, 能测出 真实微孔容积
0°≦θ﹤90 ° ② 排水银等非润湿性液体则不准确
90°≦θ≦180 °
四、 粘接剂流变性 粘接剂流变性 指在力的作用下粘接剂流动和变形的性质
度量物质流变性常见物理量为粘度
对型砂的影响 混砂所消耗的功率和时间, 主要取决于粘结剂的流变性, 具体关系有待进一步讨论总结
五、 铸型接触区概念 铸型与金属液直接相接触及受到其影响的部分, 可称为接触区, 其余铸型部分称为未接触区或一般区
一. 型砂紧实后的结构下载后可任意编辑铸件接触区概念 铸型影响下, 在铸件表面形成凝固组织的一层金属
铸型( 热) 接触区深度 δ 件=k’β k’为常数 β 为冷却能力系数六、 影响传热的因素1、 热的不平衡程度: 温度梯度铸件和铸型热物理性能: a,b 及辐射系数
2、 几何因数: 铸件、 铸型厚度
3、 不同的砂型具有不同的传热影响因数, 也就形成了不同的砂型温度场
七、 干、 湿砂型浇注时温度分布曲线1、 铸型中某一点的温度随时间延长温度先升高; 在浇注后的某一瞬间, 离界面距离越远, 温度越低
2、 浇注后铸型表面层的温度迅速地接近液体金属的温度, 而铸型其它部分仍处于相当低的温度
铸型表层的热作用比较剧烈, 必须予以足够重视
八、 湿砂型中不同水分的四个区( 如图 1-2-4) D 区—干砂区 M 区—水分饱和凝聚区 U 区—水分不饱和凝聚区 G 区—未受影响区九、 膨胀缺陷概念 由于硅砂膨