下载后可任意编辑作业指导书作成审核批准编号DB-WI-H/PD-064扈炎荣版次A1页1/3生效日 .2.19名称电镀铜工序药液管理作业指导书一、 目的为电镀铜工序的药液管理作业提供文件依据
二、 范围本法律规范适合 COF 电镀铜工序, 在操作此线时须遵守此法律规范
三、 安全3
1 开机时,必须确认各槽体液位正常, 各阀门正确, 防止药液外溢或外喷
2 出现紧急情况需要紧急停车时使用急停设施, 3
3 对药水操作时, 必须佩戴相关防护用具, 包括胶手套、 口罩、 目镜、 面罩、 防护服等
4 当一般药水溅到身体时, 要及时清洗掉; 当硫酸溅到身体时, 要尽快先用抹布擦除后, 用大量水冲洗; 当药水溅入眼睛时, 要尽快用喷流 DI 水冲洗并及时就医
所有药水不得饮食
四、 工艺流程介绍4
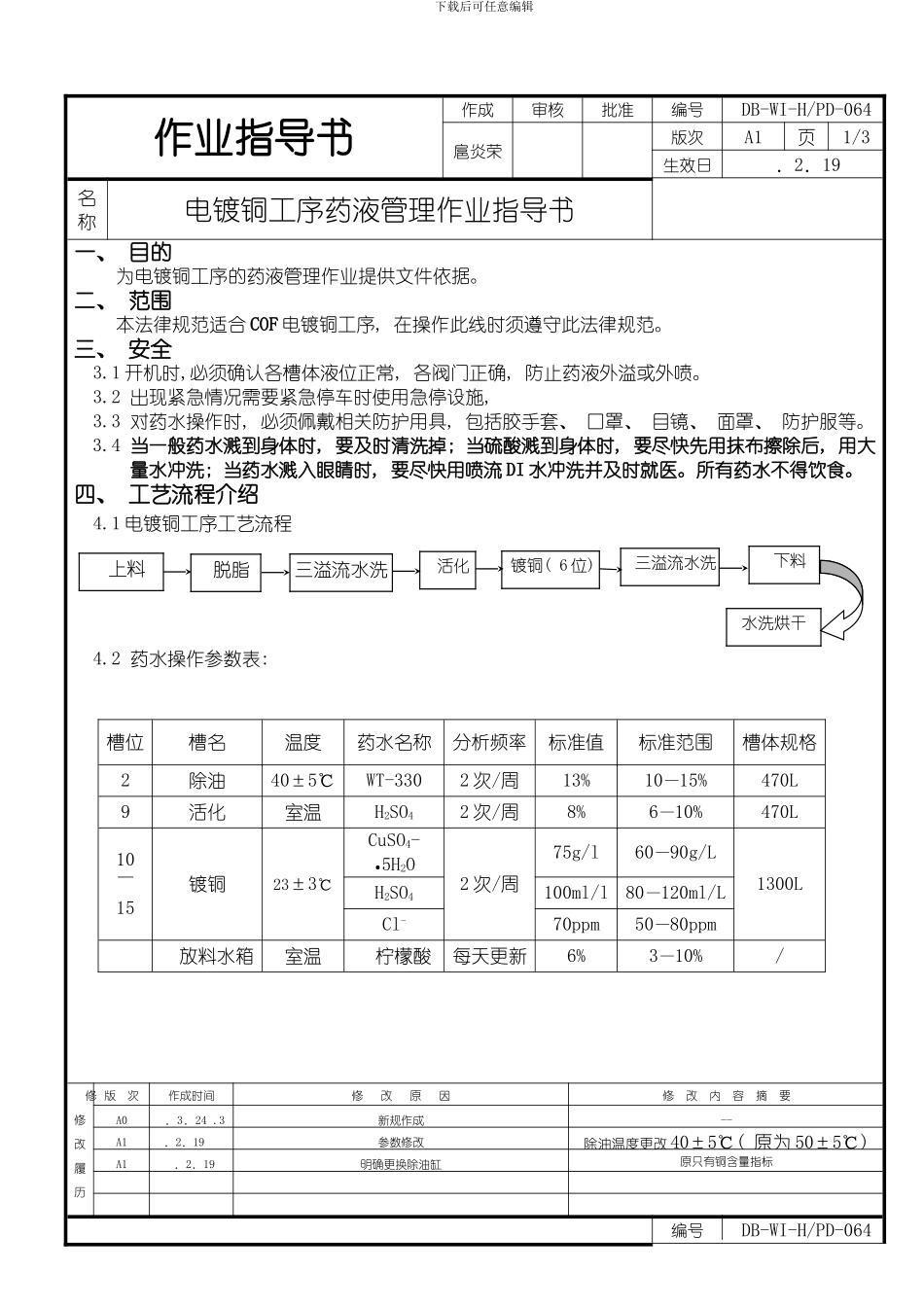
1 电镀铜工序工艺流程 4
2 药水操作参数表: 槽位槽名温度药水名称分析频率标准值标准范围槽体规格2除油40±5℃WT-3302 次/周13%10—15%470L9活化室温H2SO42 次/周8%6—10%470L10~15镀铜23±3℃CuSO4-·5H2O2 次/周75g/l60—90g/L1300LH2SO4100ml/l80—120ml/LCl-70ppm50—80ppm 放料水箱室温 柠檬酸每天更新6% 3—10% / 修修改履历版 次作成时间修 改 原 因修 改 内 容 摘 要A0 .3.24
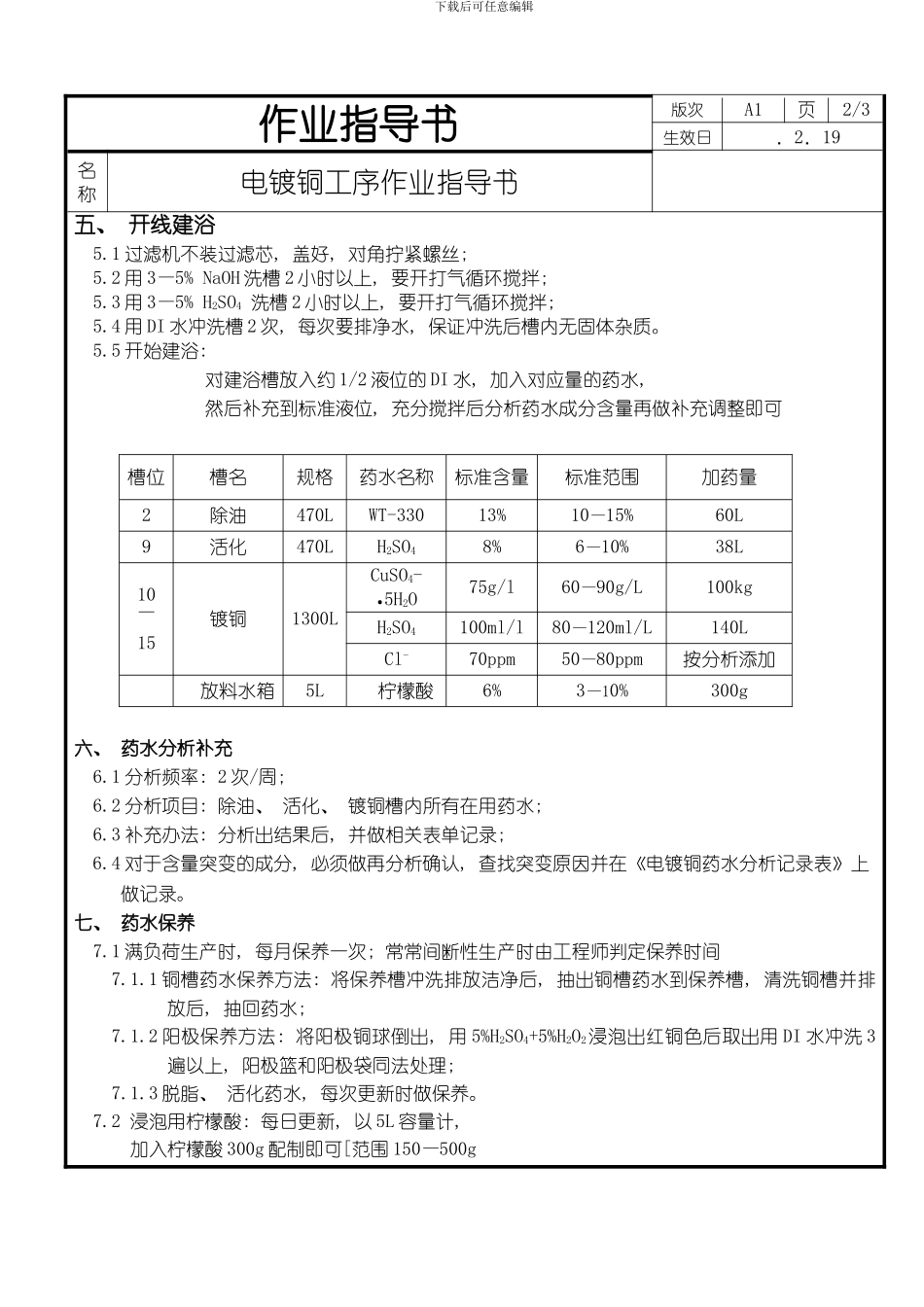
3新规作成--A1 .2.19参数修改除油温度更改 40±5℃( 原为 50±5℃) A1 .2.19明确更换除油缸原只有铜含量指标编号DB-WI-H/PD-064上料三溢流水洗活化三溢流水洗下料镀铜( 6 位) 水洗烘干脱脂下载后可任意编辑作业指导书版次A1页2/3生效日 .2.19名称电镀铜工序作业指导书五、 开线建浴5
1 过滤机不装过滤芯, 盖好, 对角拧紧螺丝;