浙江志达管业 有 限 公 司 弯 头 管件 生 产 作 业 指 导 书 ( 1 a ) 流程名称 管制弯头生产作业流程 产品代号 JNDIA/CP-01 工艺名称 推制(弯制)弯头生产工艺 材料 奥氏体、双相钢、超级奥氏体 设 备 管件生产设备 注明 对于常规弯头管件生产通用 工步 流程 内容 注意事项 1 下料 1)
严格按照下料尺寸表下料,并测量长度,检验外观
热处理时,保温时间应不低于 20min,但也不宜过长,保温时间过长会引起晶粒粗大,降低产品力学性能和耐腐蚀能力
在工步 7 时,产品外观状况良好的,可以直接进行滚砂→精车→钝化
不进行抛光、喷砂工序
但一定要注意把握衡量的度,需经过技术部或相关技术人员确认
对于壁厚较薄材料进行加工作业时,要特别注意摆放的角度、推制的速率、热处理的装炉和保温时间、修磨的深度等细节
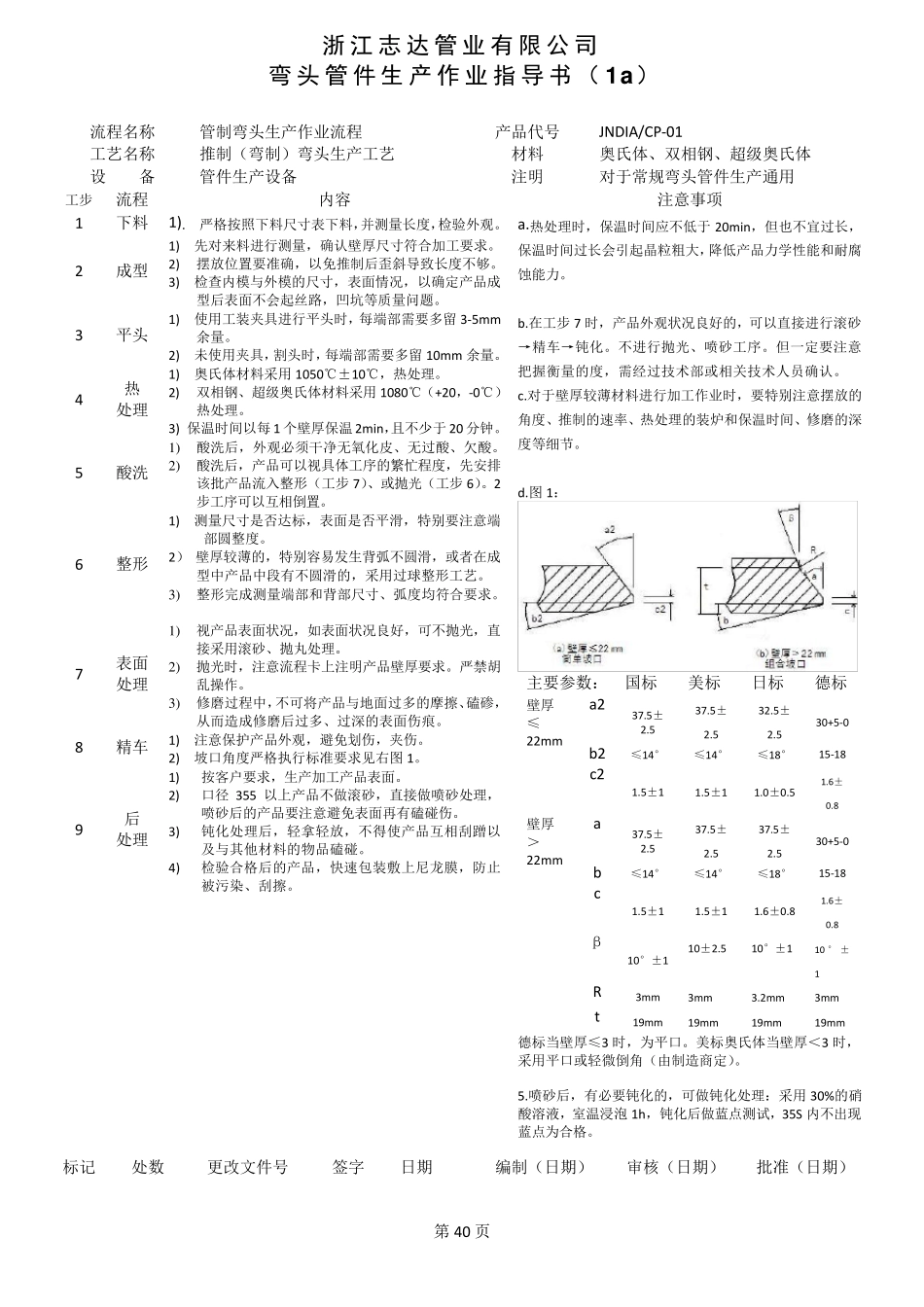
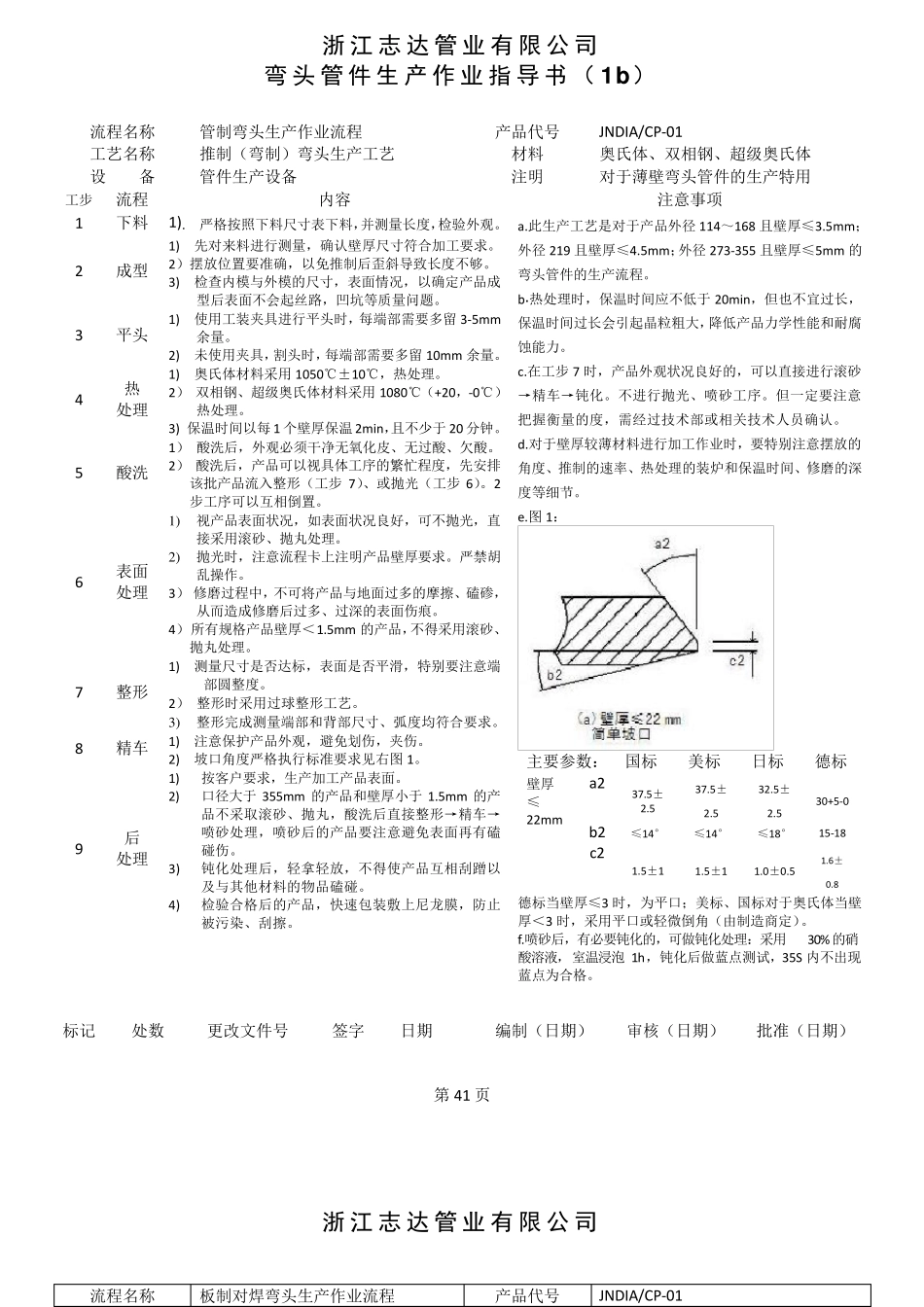
图1: 主要参数: 国标 美标 日标 德标 壁厚 ≤ 22mm a2 37
5 30+5-0 b2 ≤14° ≤14° ≤18° 15-18 c2 1
8 壁厚 > 22mm a 37
5 30+5-0 b ≤14° ≤14° ≤18° 15-18 c 1
8 β 10°±1 10±2
5 10°±1 10 ° ±1 R 3mm 3mm 3
2mm 3mm t 19mm 19mm 19mm 19mm 德标当壁厚≤3 时,为平口
美标奥氏体当壁厚<3 时,采用平口或轻微倒角(由制造商定)
喷砂后,有必要钝化的,可做钝化处理:采用 30%的硝酸溶液,室温浸泡 1h,钝化后做蓝点测试,35S 内不出现蓝点为合格
2 成型 1) 先对来料进行测量,