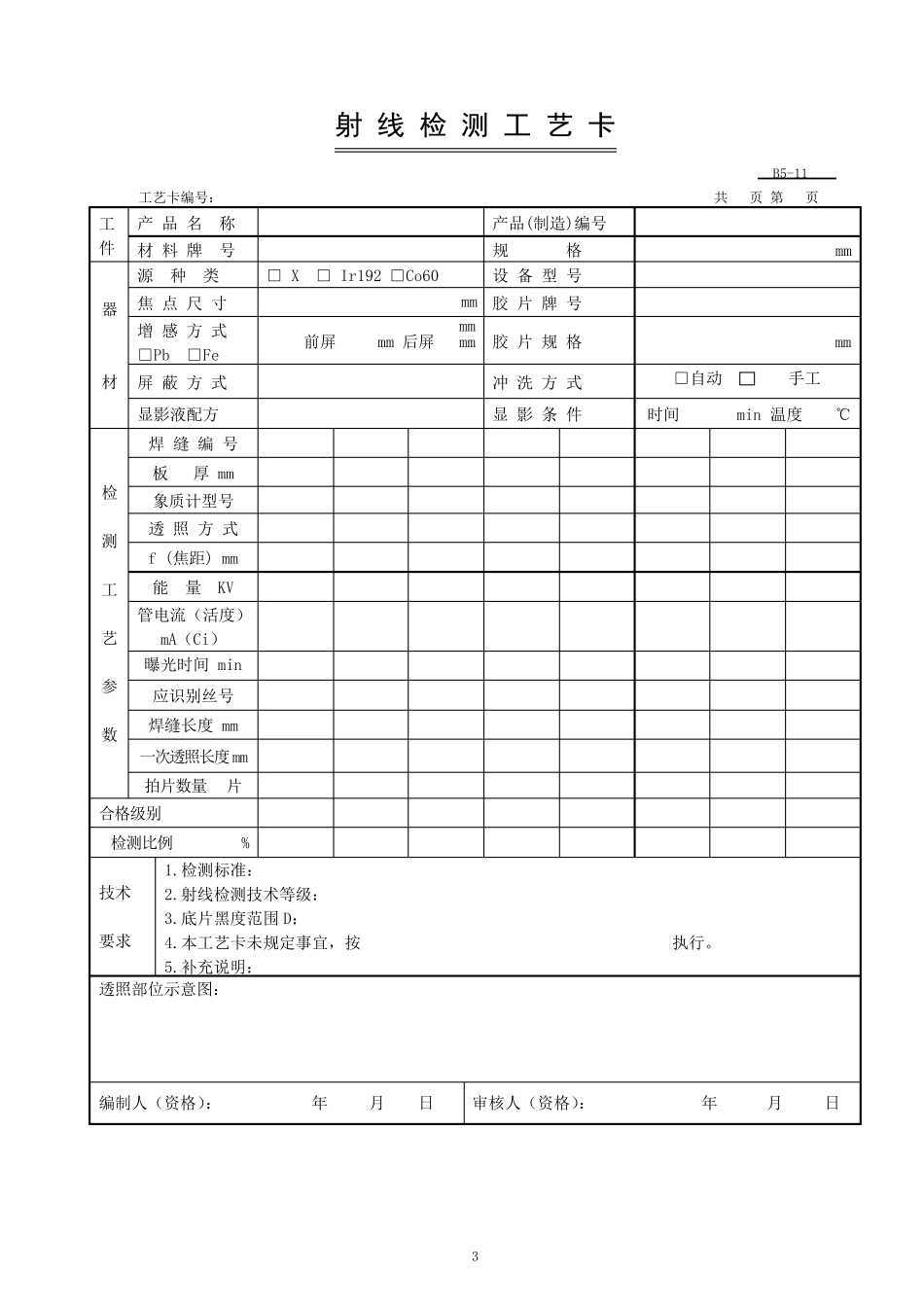
1 专用工艺卡编制内容说明 (1)焊缝射线检测工艺卡表样 为 了 规 范 和 统 一 锅 炉 压 力 容 器 制 造 的 归 档 文 件 和 质 量 证 明文 件 , 提 高 锅 炉 压 力 容 器 制 造 企 业 的 质 量 管 理 和 技 术 水 平 , 确保 锅 炉 压 力 容 器 的 产 品 质 量 , 技 术 监 督 局 特 种 设 备 安 全 监 察 处组 织 有 关 人 员 , 按 照 《 压 力 容 安 全 技 术 监 察 规 程 》 的 要 求 , 编制 了 锅 炉 压 力 容 器 质 量 控 制 表 样 并 推 荐 使 用 , 其 中 焊 缝 射 线 检测 工 艺 卡 表 样 见 下 表 B5-11
焊缝射线检测工艺卡填写说明 ( 1) 编 制 份 数 本 卡 一 式 两 份 , 一 份 保 留 在 探 伤 室 , 另 一 份 交 探 伤 室 供 检测 人 员 使 用
其 中 之 一 应 存 于 检 测 资 料 和 底 片 的 档 案 中 (质 保 管理 制 度 建 立 发 放 记 录 )
( 2) 工 艺 填 写 ○1 编 号 一 般 按 企 业 管 理 要 求 编 号 , 可 根 据 各 单 位 管 理 的 需要 来填写
○2 工 件 部分 a 材料 编 号 :指产 品 材料 编 号 , 如产 品 使 用 两 种 材料 , 应 分别填 写
b 规 格:指的 是壳体规 格( 容 器 类), 表 示方法为 直径×长度 ×壁厚
其 中 :直径对于 卷制 的 筒体为 内径, 对于 无缝 钢管 作筒体指外径;长度指壳体长度 ;壁厚指壳体厚度
也 可 按 图 样 规 格栏 的 尺 寸 填 写
○3 探 伤 器 材部分 2 a 屏蔽方式:最常见的屏蔽方式有“背衬薄铅板”和“铅遮板”等,按选用的方法填写
b 显影液配方、显影时间、显