1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
不锈钢壳体焊接工艺-ZY-07-019-2015编制:审核:批准:有限公司二 O—五年六月1、适用范围本守则适用于不锈钢壳体框架结构的组装(焊接)作业
2、设备及工具电焊机及焊条和护具、前后柜焊接夹具、底座夹板定位拼版、胎具、铰链、焊接夹具、角钢焊接卡板、锤子、扳手、角尺、水平器等
3、工艺内容3
1 焊接前准备工作3
1 看明图纸和技术要求、核对来料无误后方可加工
2 准备好工具、防护用具、检查电焊机接地是否良好
3 对胎卡具进行检查、测量,确认无误后方可加工
4 电焊机的操作严格按《焊接通用工艺守则》执行
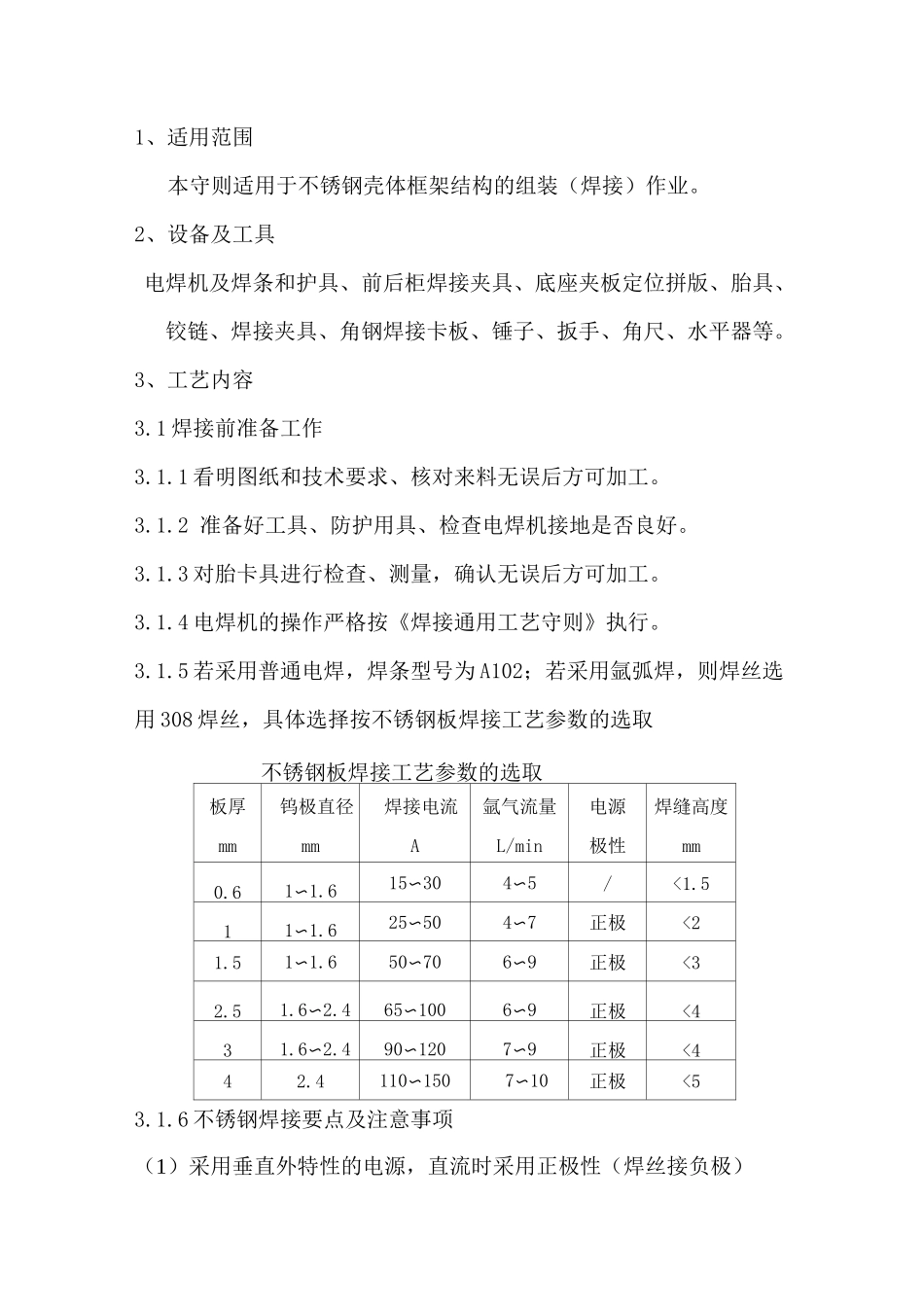
5 若采用普通电焊,焊条型号为 A102;若采用氩弧焊,则焊丝选用 308 焊丝,具体选择按不锈钢板焊接工艺参数的选取不锈钢板焊接工艺参数的选取板厚钨极直径焊接电流氩气流量电源焊缝高度mmmmAL/min极性mm0
615〜304〜5/
该用户很懒,什么也没介绍