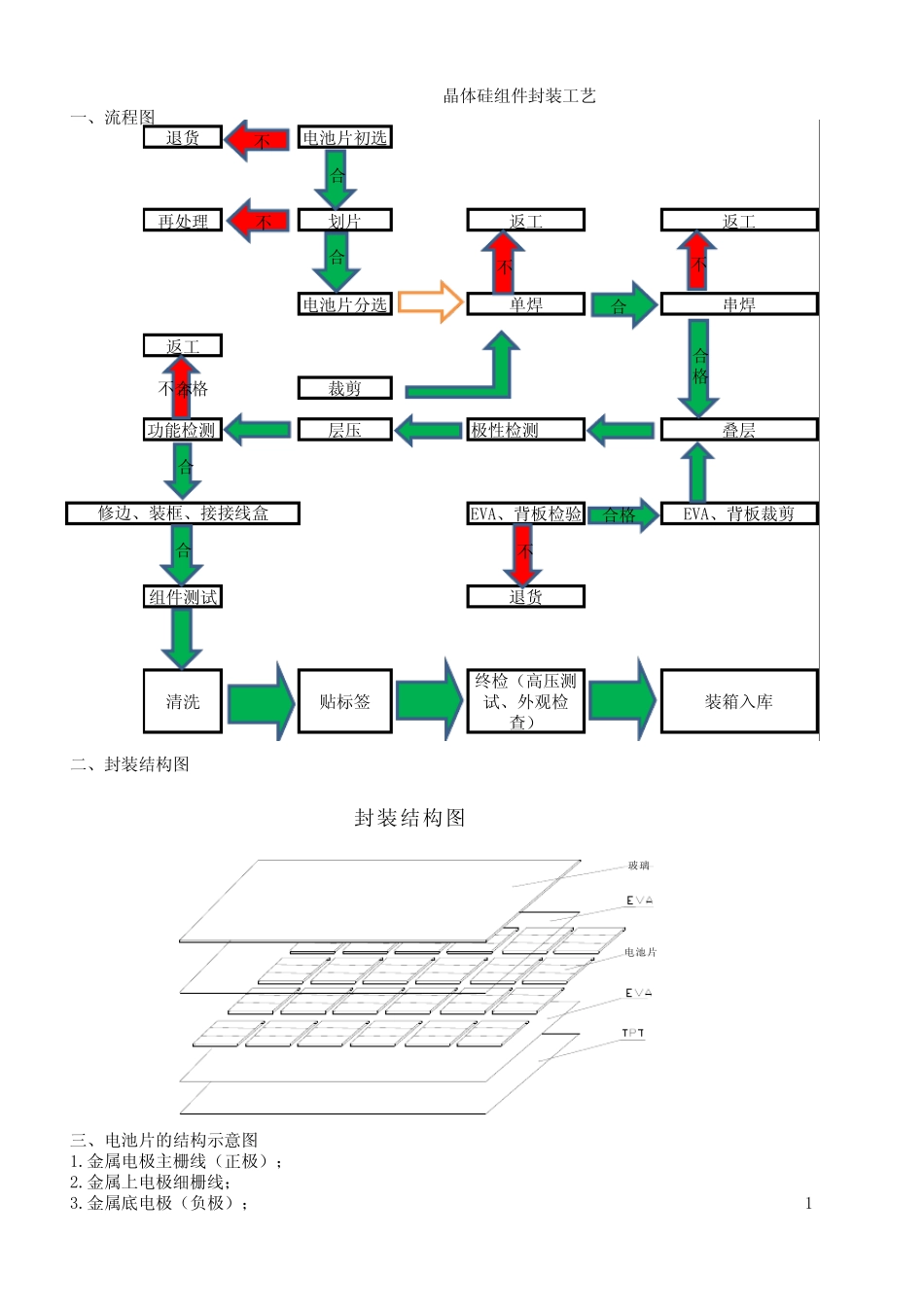
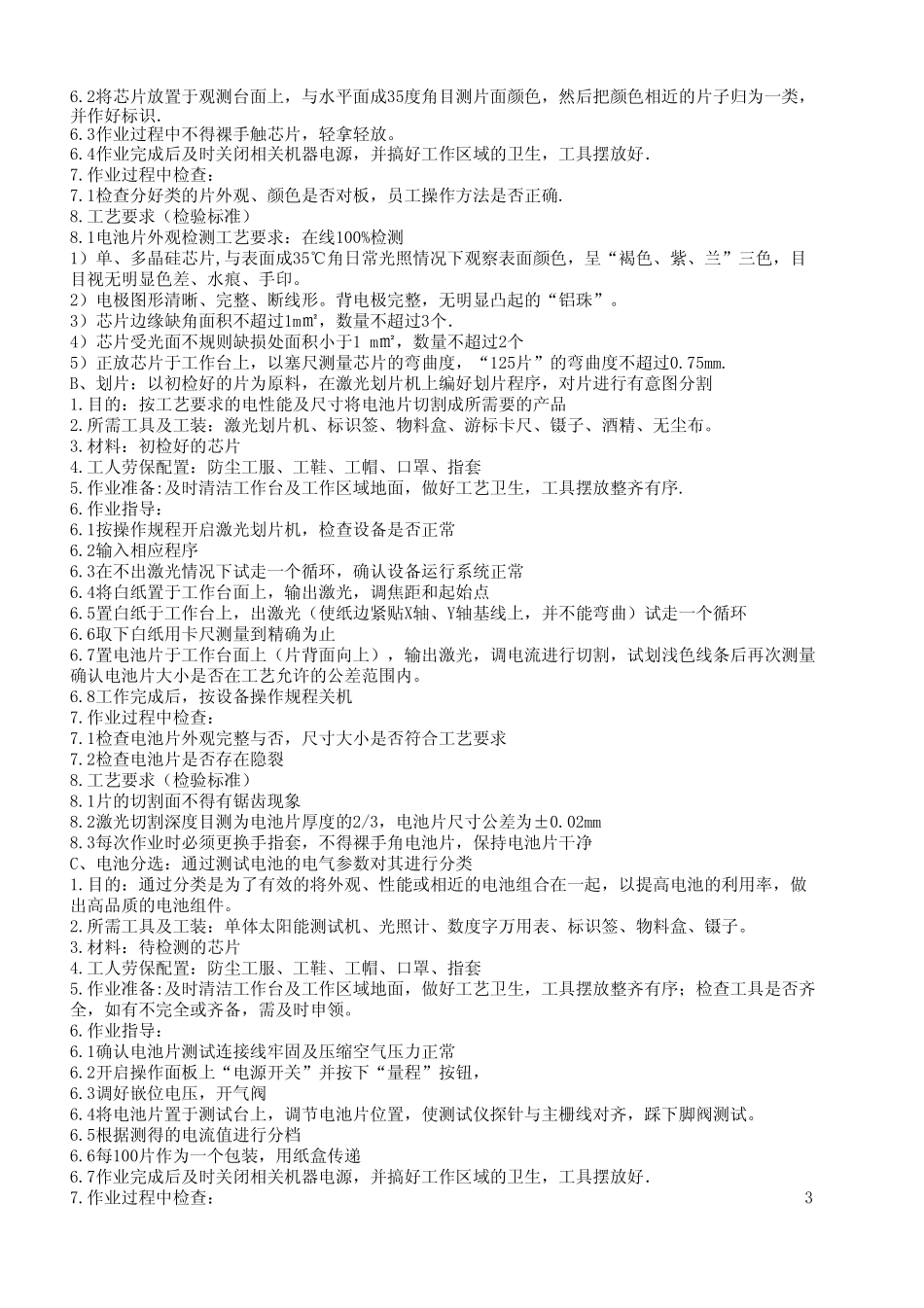
一、流程图退货电池片初选再处理划片返工返工电池片分选单焊串焊返工不合格裁剪功能检测层压极性检测叠层EVA、背板检验EVA、背板裁剪组件测试退货清洗贴标签终检(高压测试、外观检查)装箱入库二、封装结构图三、电池片的结构示意图1
金属电极主栅线(正极);2
金属上电极细栅线;3
金属底电极(负极);1晶体硅组件封装工艺修边、装框、接接线盒合不合不合格不不合合合格不封装结构图电池片玻璃合不4
减反射膜;5
体区层(基区层);四、工艺简介及要求A、电池片初选:将从仓库领来的电池片按工艺要求进行初选(以外观尺寸为主)1
目的:通过初选分类是为了有效的将外观相近的电池组合在一起2
所需工具及工装:观测台、标识签、物料盒、游标卡尺、镊子、酒精、无尘布
材料:仓库领的芯片4
工人劳保配置:防尘工服、工鞋、工帽、口罩、指套5
作业准备:6
1及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐有序
2开启观测台电源6
作业指导:6
1用卡尺抽检芯片的尺寸是否符合要求,片外表是否完整
2将 芯 片 放 置 于 观 测 台 面 上 , 与 水 平 面 成 35度 角 目 测 片 面 颜 色 , 然 后 把 颜 色 相 近 的 片 子 归 为 一 类 ,并 作 好 标 识 .6
3作 业 过 程 中 不 得 裸 手 触 芯 片 , 轻 拿 轻 放
4作 业 完 成 后 及 时 关 闭 相 关 机 器 电 源 , 并 搞 好 工 作 区 域 的 卫 生 , 工 具 摆 放 好 .7
作 业 过 程 中 检 查 :7
1检 查 分 好 类 的 片 外 观 、 颜 色 是 否 对 板 , 员 工 操 作 方 法 是 否 正 确
工 艺 要 求 ( 检 验 标 准 )8
1电 池 片 外 观 检 测 工 艺 要 求 : 在 线 100%检 测1) 单 、 多 晶