辽宁工程技术大学课程设计 1 此套设计有全套CAD图和卡片,有意者请联系我索取522192623@qq
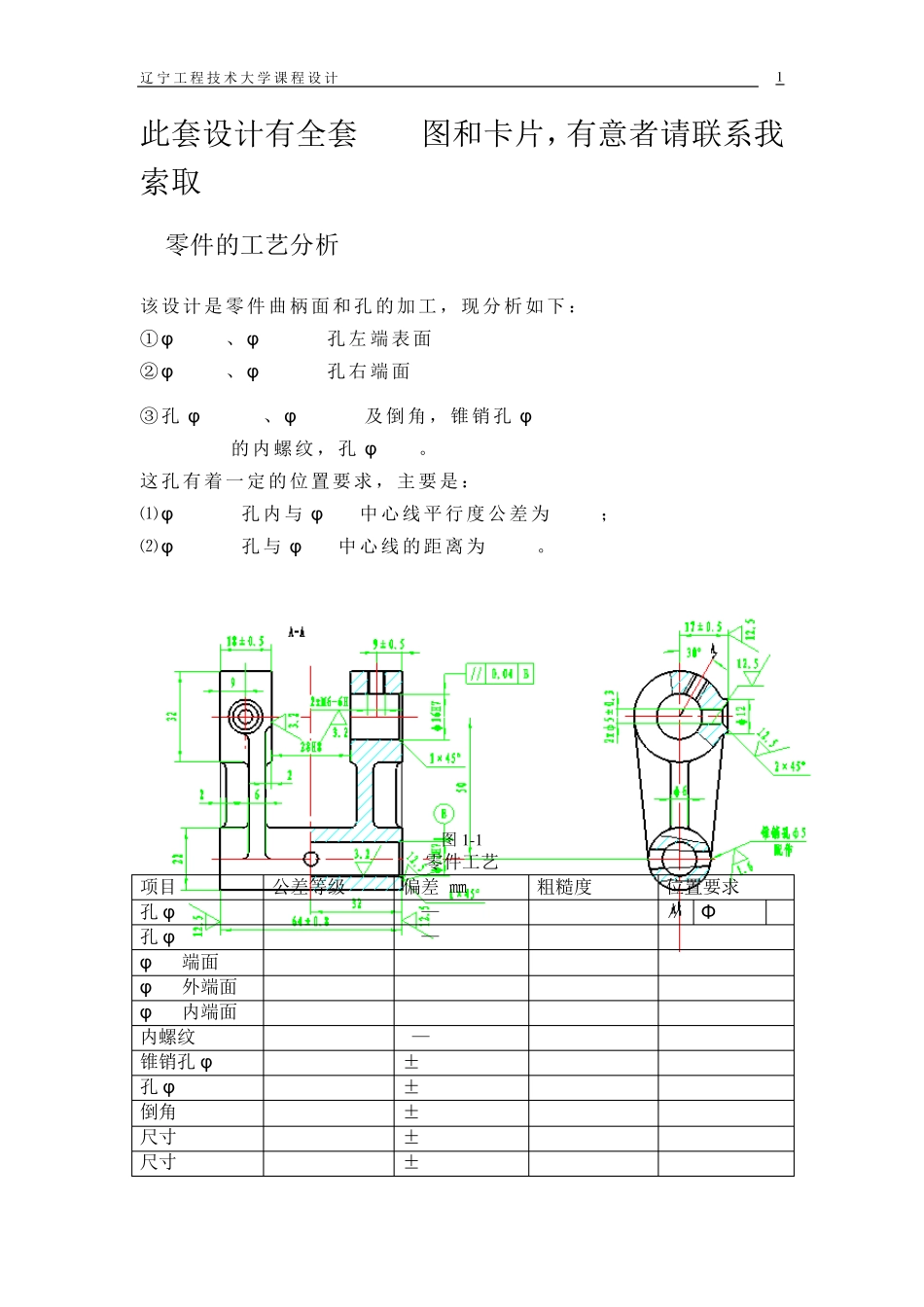
零件的工艺分析 该设计是零件曲柄面和孔的加工,现分析如下: ①φ 32mm、φ 22 mm孔左端表面 ②φ 32mm、φ 22 mm孔右端面 ③孔φ 32 mm、φ 22 mm及倒角,锥销孔φ 5mm M6 -6H的内螺纹,孔φ 5mm
这孔有着一定的位置要求,主要是: ⑴φ 32 mm孔内与φ 22中心线平行度公差为0
02; ⑵φ 32 mm孔与φ 22中心线的距离为50mm
图1 -1 零件工艺 项目 公差等级 偏差(㎜) 粗糙度 位置要求 孔φ 16 IT7 0 —0
2 ∥ Φ 0
02 B 孔φ 12 IT7 0 —0
2 φ 22端面 12
5 φ 32外端面 12
5 φ 16内端面 3
2 内螺纹M6 IT6 0—0
2 锥销孔φ 5 GB1804-C ±0
6 孔φ 5 GB1804-C ±0
5 倒角 GB1804-C ±0
5 尺寸 18 GB1804-C ±0
5 尺寸 9 GB1804-C ±0
5 辽宁工程技术大学课程设计 2 尺寸φ 22 CT12 ±2
3 尺寸φ 32 CT12 ±2
5 尺寸64 GB1804-C ±0
8 尺寸17 GB1804-C ±0
机械加工工艺设计 2
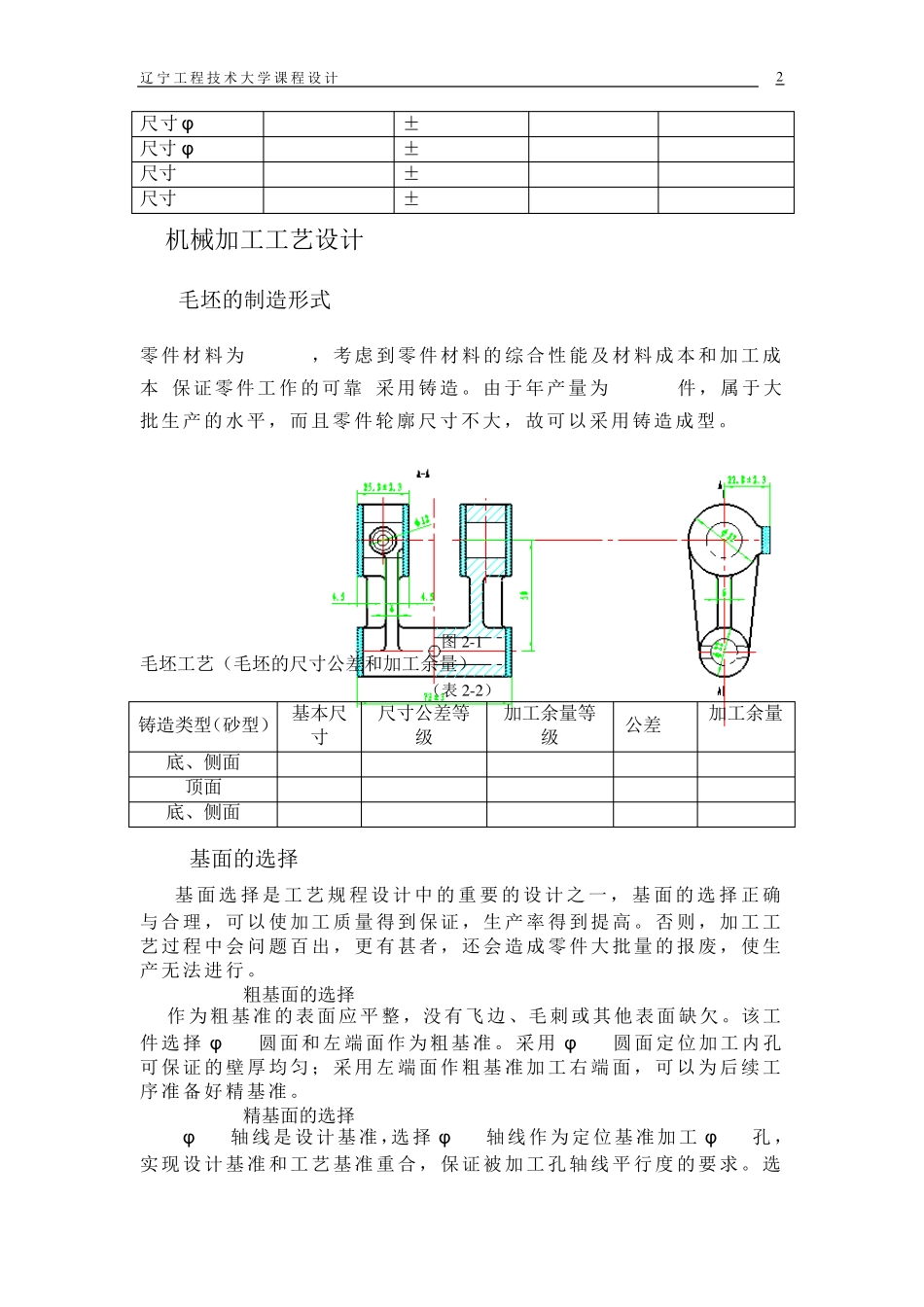
1毛坯的制造形式 零 件材 料为 HT200, 考虑 到零件 材料的 综合 性能及 材料成 本和 加工成本 ,保证 零件工作的 可靠 ,采 用 铸造
由 于 年 产 量 为 50000件 ,属 于 大批生产 的水平, 而且 零 件轮 廓尺寸不大,故 可 以 采用 铸 造 成 型
图 2 -1 毛坯工艺(毛坯的尺寸公差和加工余量) (表 2 -2 ) 铸造类型(砂型) 基