第 2 章 螺柱焊的过程及工艺参数螺柱焊的过程螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响
螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧
(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁
)当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池
此时的燃弧过程称焊接电弧阶段
当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力 )的作用下,浸入溶池
进入顶锻阶段
然后,溶池自然冷却凝固,完成焊接过程
螺柱焊的工艺参数螺柱焊的工艺参数主要包括极性选取、电流和焊接时间的选择、提升高度、浸入尺寸及速度的调节
首先说明的是,螺柱直径增加时,焊接所需要的能量也增加
极性极性是指工件到焊接电源的连接方式,以工件为准:工件接正极即为正极性,工件接负即为负极性
一般的钢质螺钉采用正极性接法
而对于铝及其合金,黄铜材料的螺钉,常采用负极性连接方式
焊接电流与焊接时间一般情况下, 焊接电流正比与螺柱的公称直径
当直径小于16mm 时,焊接电流一般是公称直径的80倍,即 10mm 的螺钉,使用的焊接电流为800A
当直径超过16mm 时,焊接电流一般取值为公称直径的90 倍
当螺钉材料为合金钢时,电流取值减少10%
焊接时间的取值也与直径成比例关系:对于公称直径小于 12mm 的螺柱,一般取(d 为螺柱的公称直径) ,对于公称直径大于12mm 的螺柱,一般取
如果焊接位置不是平焊,而是横焊或仰焊,一般采用增大电流和减少焊接时间进行焊接
当工件为薄板时,为了不致工件烧穿,也采用增大电流和减少焊接时间的方法
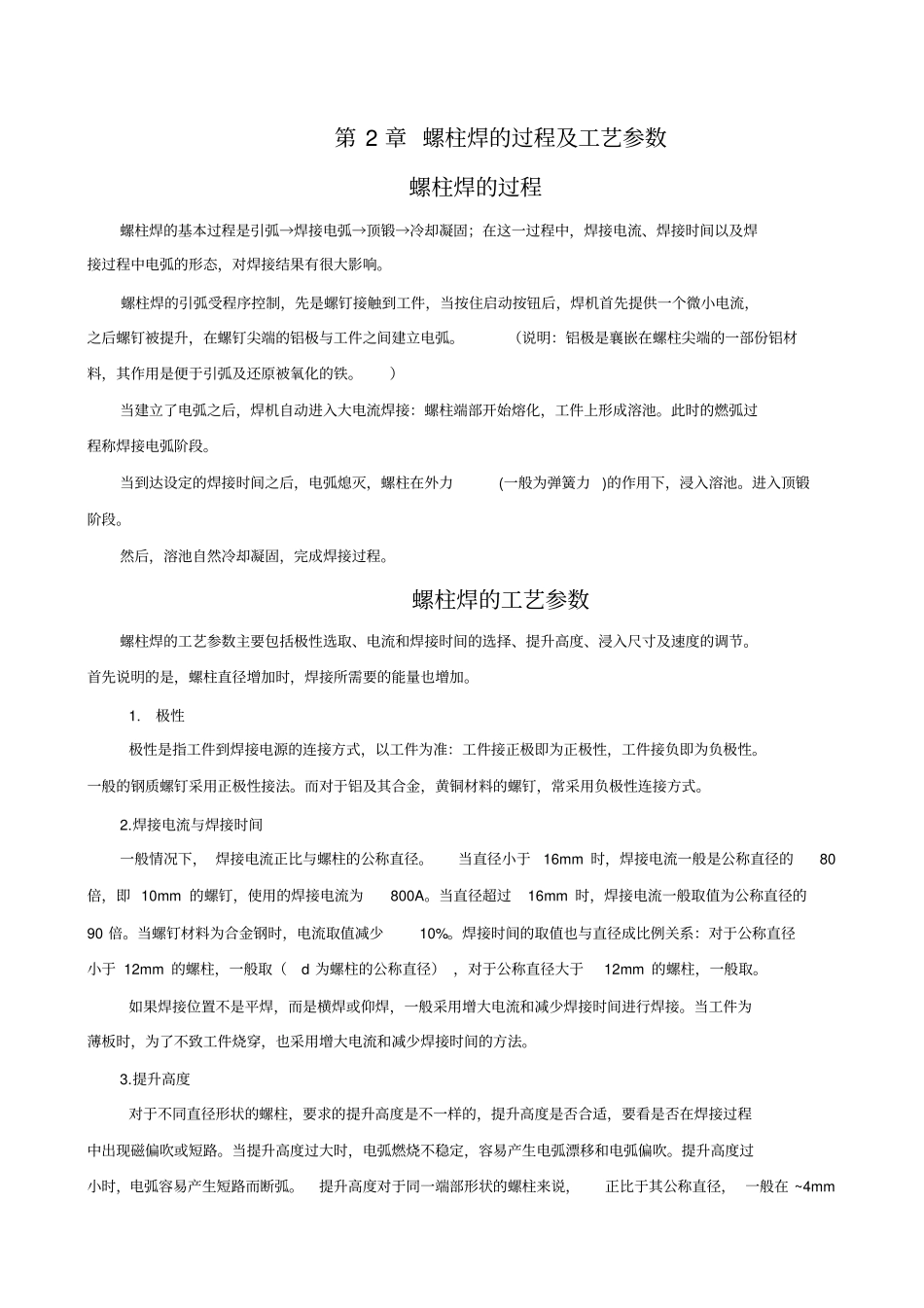
提升高度对于不同直径形状的螺柱,要求的提升高度是不