******************有限公司页码:作业规范分发号:文件名称螺纹塞规内校作业规范文件编号WI-PZB-017 编制版本 /状态C/0 审批生效日期2016-10-01 1
目的:确保本公司所使用之普通工作螺纹塞规执行校验时能有所依据,特制定本作业规范
范围:适用于牙型角为60° ,公称直径为 1mm 至 16mm,螺距为 0
35mm 至 2
4mm 普通工作螺纹塞规的校验
权责:品质部检测工程师按周期对公司内普通工作螺纹塞规进行校验
1 校正环境:温度: 20±5C°湿度: < 80% RH 4
2 校正工具:校正基准件:外校合格之量针和千分尺
3 校正项目:4
1 外观的检校4
2 普通工作螺纹塞规大径和中径的检校4
4 校正方法:4
1 外观检校:普通工作螺纹塞规的测量面不应有锈迹、毛刺、黑斑、划伤等明显影响外观和使用质量的缺陷,其它表面不应有锈蚀和裂纹
测头与手柄联结应牢固可靠,在使用过程中不应松动脱落
非工作面上应有螺纹代号和中径公差带代号、制造厂商标
对于公称直径小于14mm 的应在锥柄上标有螺纹代号和中径公差带代号,其手柄上应标有上述全部内容
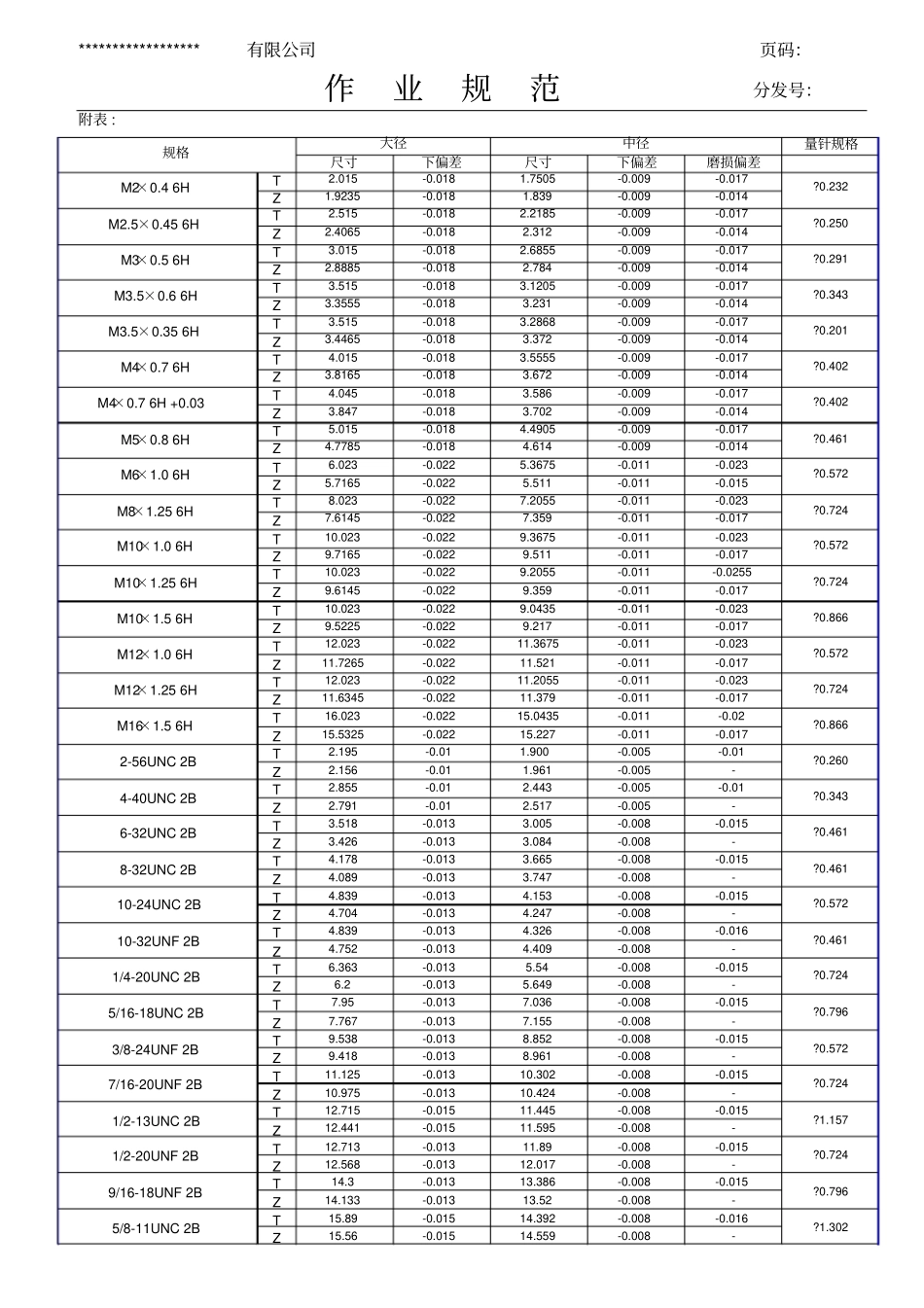
2 普通工作螺纹塞规应符合附表之规定
3 校正合格后按照大径 +螺距+流水码编号 (如:M4 ×0
7-1) 4
5 参考文件:普通工作螺纹塞规校正方法参考《国家计量检定规程JJG888 》4
6 校正周期:常用一个月,非常用三个月
******************有限公司页码:作业规范分发号:附表 : 量针规格尺寸下偏差尺寸下偏差磨损偏差T2
7505-0
9235-0
2185-0
4065-0