砂型铸造的基本过程
砂型铸造有六个基本步骤: 1) 把模样放入砂中制成一个模具
2) 在浇注系统中把原型和砂子接合起来
3) 把模样去掉
4) 把模具的空隙用熔化了的金属填充起来
5) 让金属冷却
6) 把砂型模具敲掉取出 铸件
砂型铸造案例项目导入:轴承座 铸件 的造型工艺方案
铸件 简图:轴承座如图2-1 所示
铸件 材料: HT150
体积参数:轮廓尺寸240mm′65mm′75mm ,铸件重量约 5kg
生产性质:单件生产
项目要求:确定 铸件 的造型工艺方案并完成造型操作
图 2-1 轴承座将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造
砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产
套筒的砂型铸造过程如图2-2 所示,主要工序包括制造模样型芯盒、制备造型材料、 造型、制芯、合型、熔炼、浇注、落砂、清理与检验等
图 2-2 套筒的 砂型铸造过程铸件 生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形
其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等
铸造工艺图是指导模样 (型芯盒 )设计、生产准备、铸型制造和 铸件 检验的基本工艺文件
砂型铸造主要工序包括:(1) 根据零件图制造模样和型芯盒;(2) 配制性能符合要求的型(芯)砂;(3) 用模样和型芯盒进行造型和造芯;(4) 烘干型芯 (或砂型 )并合型;(5) 熔炼金属并进行浇注;(6) 落砂、清理和检验
1 常用造型工模具1
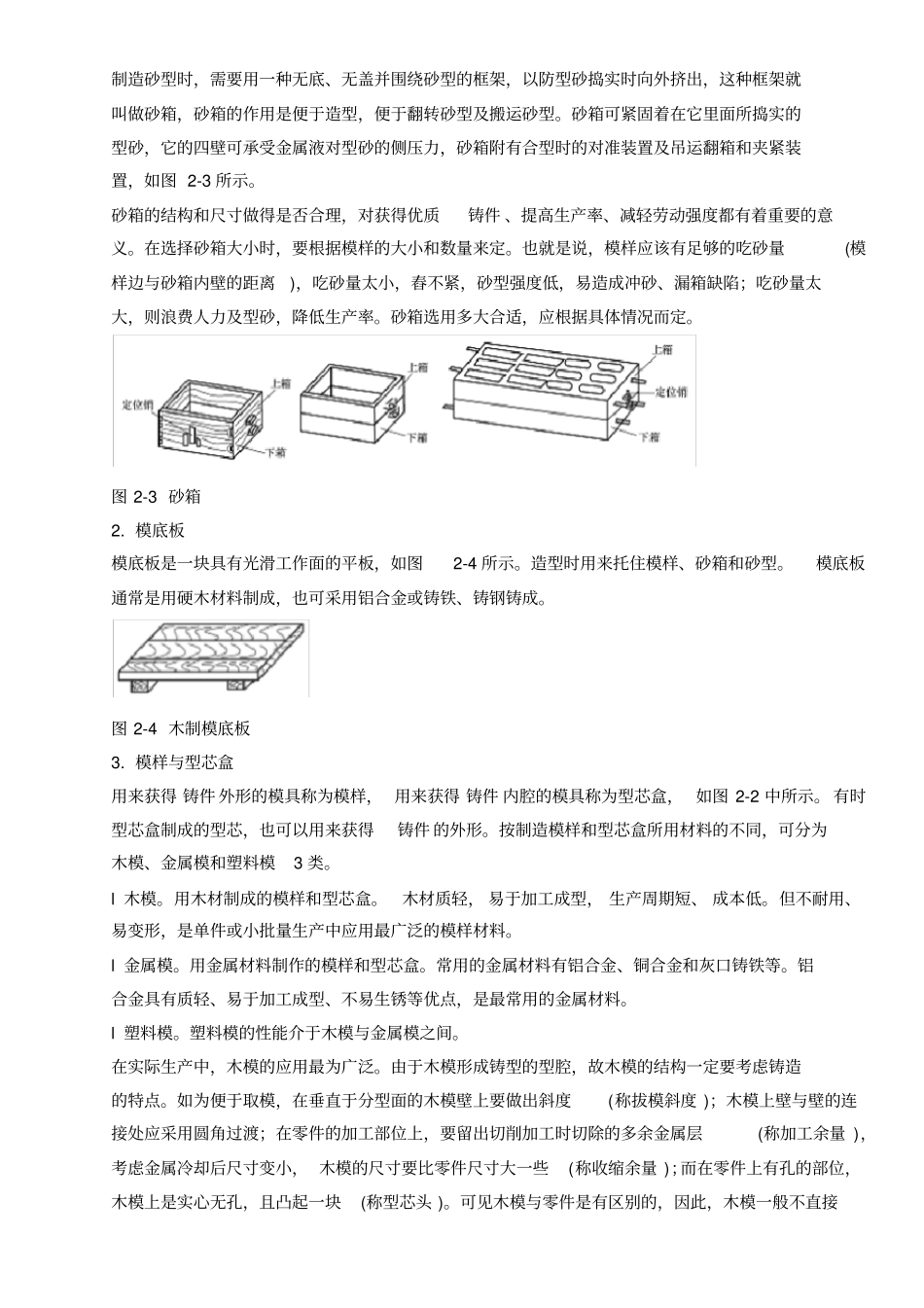
砂箱制造砂型时,需要用一种无底、无盖并围绕砂型的框架,以防型砂捣实时向外挤出,这种框架就叫做砂箱,砂箱的作用是便于造型,便于翻转砂型及搬运砂型
砂箱可紧固着在它里面所