《木制品生产工艺学》实验报告 专业:11木材科学与工程-1 组员: 左成凤 11102976 茆杰 11102960 孔俊伟 11102974 吴睿 11102959 指导: 董宏敢 日期:2014年 6月 实验一 实木家具加工工艺实验 一、目的要求 掌握木制品结构设计的基本方法以及木制品加工工艺的设备类型、加工流程、操作方法、注意事项等
二、材料与设备 木工平刨、木工压刨、圆锯机、木工钻床、木工铣床、木板材、方材等 三、实验内容 木制品材料与结构部分:设计家具结构形式、总体尺寸、功能尺寸、接合部位的配合尺寸等
然后根据具体的家具形式,确定加工内容、方法与步骤
在指导教师与工厂师傅的辅导与监督下,严格按照工厂的生产安全要求及各设备的操作规程,独立完成零部件的加工
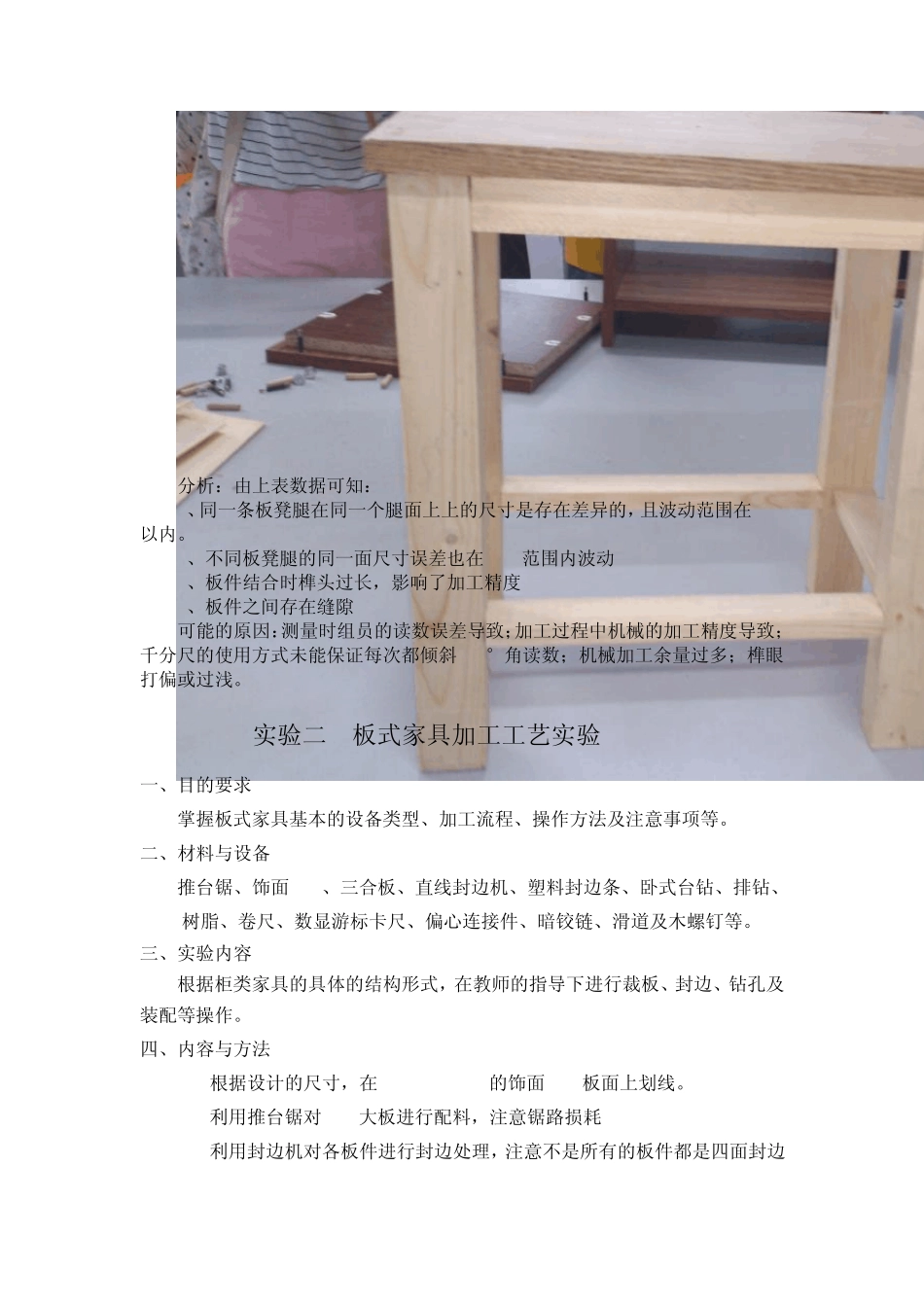
四、实验步骤 1、根据设计的家具形式,选择合适的锯材方料 2、根据设备实际加工精度,确定合理的加工余量 3、对待加工的进行预先画线 4、对相关的机床进行必要的检查,确认工作状态良好 5、利用板式推台锯对面板进行配料 6、利用平刨和压刨对方材等毛料进行基准面与相对面的加工 7、利用卧式钻床进行榫槽(眼)进行加工 8、利用锯机或铣床进行榫头(沟)等进行加工 9、利用铣床对设计的型面进行加工 五、实验分析 1、利用数显千分尺、卷尺测量装配好的家具相应尺寸,填写相应表格
腿部编号 测量位置 1号位置 2号位置 3号位置 A 窄度方向 33
45mm 34
72mm 34
65mm 宽度方向 46
43mm 47
17mm 46
72mm B 窄度方向 34
62mm 34
88mm 34
70mm 宽度方向 47
19mm 47
24mm 47
03mm C 窄度方向 35
45mm 35
21mm 35
23mm 宽度方向 47
13mm 47
23mm 47
24mm D 窄度方向 35
32mm 35