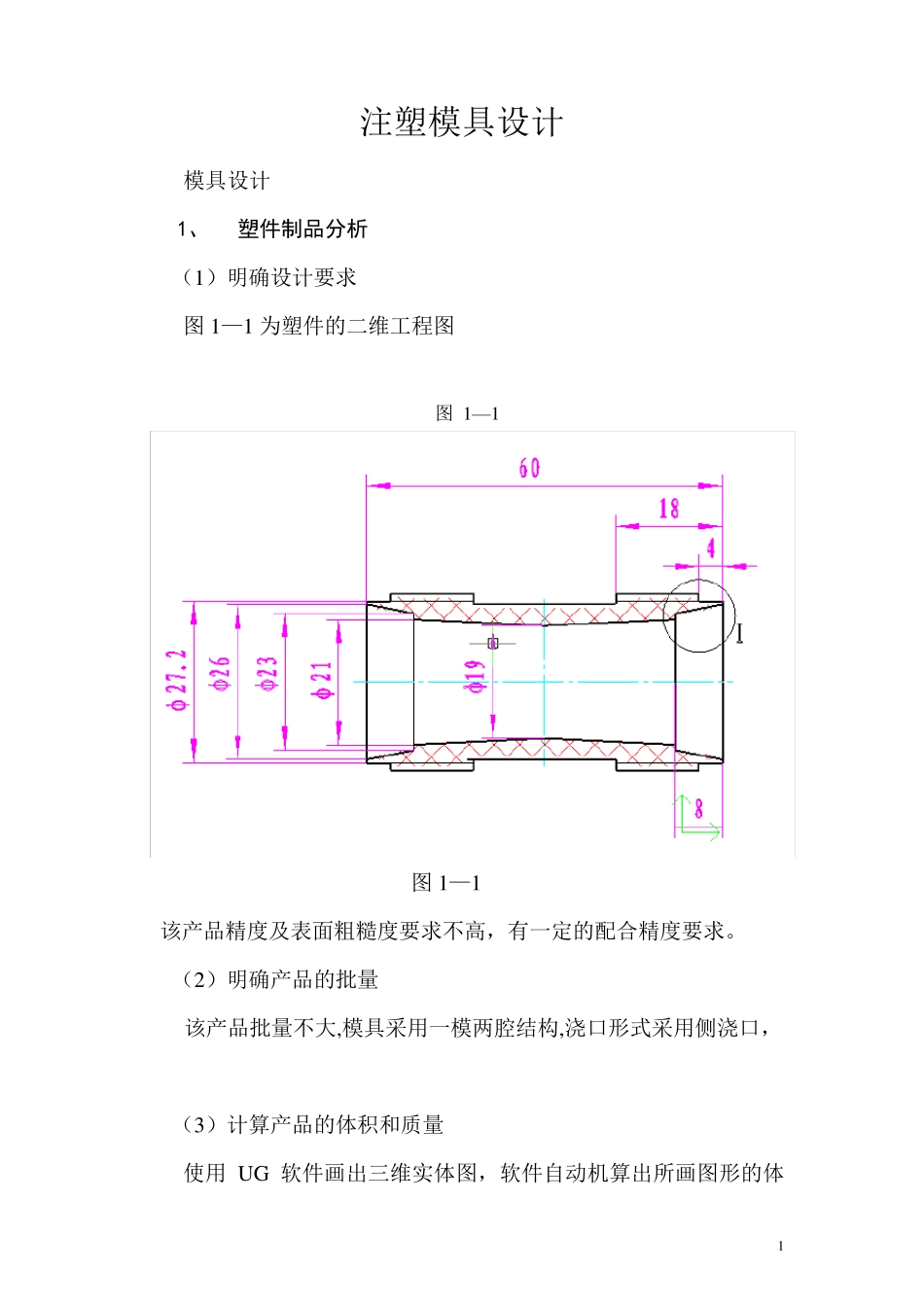
1 注塑模具设计 模具设计 1、 塑件制品分析 (1)明确设计要求 图1—1 为塑件的二维工程图 图 1—1 图1—1 该产品精度及表面粗糙度要求不高,有一定的配合精度要求
(2)明确产品的批量 该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口, (3)计算产品的体积和质量 使用 U G 软件画出三维实体图,软件自动机算出所画图形的体 2 积
通过计算得塑件的体积V塑=13
85cm 3 塑件的质量M塑=ρV塑=1
4g 式中 ρ---塑料的密度,g/cm 3
流道凝料的质量m2 还是个未知数,可按塑件质量的0
6 倍来估算
浇注系统的质量M浇=ρV浇=8
6g 浇注系统的体积V浇=8
30cm 3
故 V总= 2×V塑+V浇= 2×13
85cm 3 +8
30cm 3
= 36cm 3 M总=2×M塑+M浇=2×14
6g= 43g 2.注塑机的确定 选择注射机型号 XS—ZY—250 主要技术规格如下: 螺杆直径:65mm 注射容量:250cm 3 注射压力:1300MPa 锁模力:1800kN 最大注射面积:500cm 3 模具厚度:最大 350mm 最小 250mm 模板行程:350mm 喷嘴:球半径 18mm 孔直径 4m 定位孔直径:125mm 顶出:两侧孔径 40mm 两侧孔距 280mm 3
浇注系统的设计 3 ( 1) 主 流 道 形 式 浇 注 系 统 是 指 模 具 从 接 触 注 射 机 喷 嘴 开 始 到 型 腔 未 知 的 塑 料 流 动 通道 , 起 作 用 是 使 塑 料 熔 体 平 稳 且 有 顺 序 的 填 充 到 型 腔 中 ,并 在 填 充 和 凝 固 过 程 中把 注 射 压 力 充 分 传 递 到 各 个 部 位 ,已 获 得 组 织 机 密 、外 形 清 晰 地 塑 件