金 工 实 习 自 主 创 新 设 计报告轴套学院:机械工程学院专业:班级年级:设计人:一、设计理念:在生产过程中,经常会出现轴处长期摩擦的情况
所以在运动部件中,因为长期的磨擦而造成零件的磨损, 当轴和孔的间隙磨损到一定程度的时候必须要更换零件, 为了节约成本以及方便, 可以在轴上添加轴套,以减少摩擦、增加使用寿命,同时更好地与其他部件连接起来
选用硬度较低、 耐磨性较好的材料为轴套或衬套,这样可以减少轴和座的磨损, 当轴套或衬套磨损到一定程度进行更换,这样可以节约因更换轴或座的成本
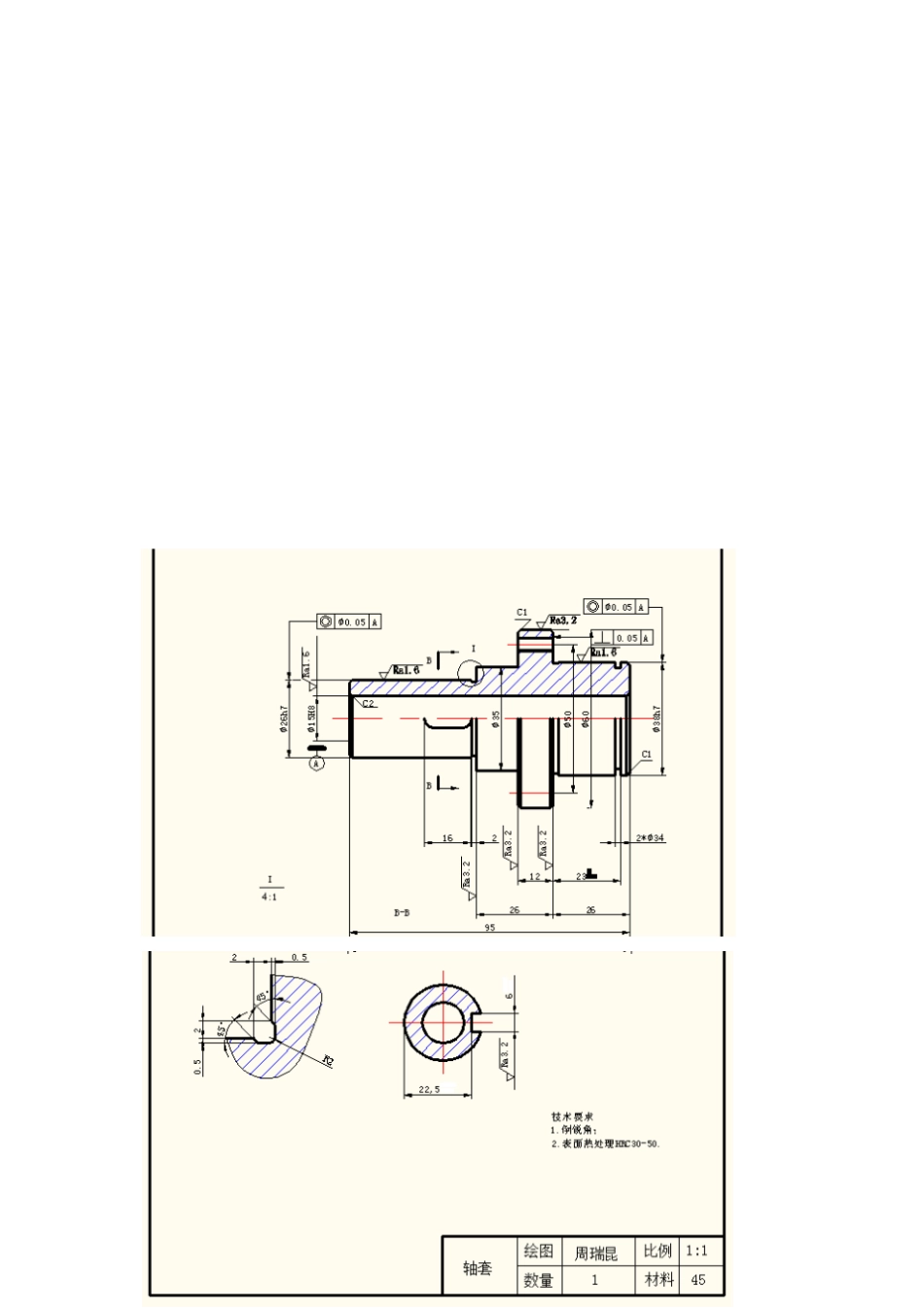
二、零件图 :三、毛胚图:毛胚为型材:Φ 65X100 生产过程直接对型材加工即可
通过后面的车工,钳工对圆钢材进行加工转轴加工和修正等
四:加工工艺流程:零件名称图号坯料类型材料数量轴套1 圆钢451 工序工种工步加工内容设备及工夹量具1 下料¢65×100 2 车工三爪自定心卡盘夹持工件毛坯外圆车床1车端面见平车床2转中心孔车床 中心钻用尾座顶住中心孔3车¢ 38 外圆 ,长 264车¢ 60 外圆,长 125车¢ 35 外圆,长 14调头, 三爪自定心卡盘夹持¢38 处6车另一个端面,保证总长为95五、实习总结与感想:刚刚过去的一个月里,我们在学校工培中心进行了为期21 天的金工实习
“金工实习”是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课
它不仅可以让我们获得了机械制造的基础知识,了解了机械制造的一般操作,提高了自己的操作技能和动手能力,而且加强了理论联系实际的锻炼,提高了工程实践能力,培养了工程素质
这是一次我们学习,锻炼的好机会
通过这次虽短而充实的实习我懂得了很多
期间,我们接触了车床、钳工两个工种,学习并参观铣、磨、焊、7转中心孔,用尾座顶尖顶住中心孔8车¢ 15 外圆3 热处理调质处理30~50HBS 4 钳工